Warner Electric SFPBC-500, SFPBC-650 User Manual
Page 7
7
Warner Electric • 800-825-9050
P-202-01 • 819-0482
The illustration drawing, parts list, and exploded view
for this unit can be found on pages 32-33.
The SFC-500 clutch-couplings are bearing-mounted
units. Either the field-and-rotor assembly or the
ar ma ture-and-hub assembly can be installed first,
depending on the characteristics of each application.
A. Aligning the shafts
Before the clutch coupling can be installed, the
mount ing shafts of the motor and reducer or other
hardware must be aligned to each other. Follow the
instructions provided for the pin drive units on page 3.
B. Installing the Conduit Box
Installed the conduit box on the field assembly.
In struc tions for this procedure can be found on are
supplied with conduit box.
C. Mounting the Field-and-Rotor
Assembly
1.
Insert a key into the keyway in the bore of the
rotor, and slide the assembly onto the shaft.
2.
If the armature has been secured to the shaft
first, then adjust the rotor’s position to allow
ap prox i mate ly 1/32-inch between the two
faces. (Figure 3)
3.
Secure the assembly on the shaft by
alternately tight en ing the two setscrews.
4.
A tab or torque arm is provided to prevent the
field from rotating with the shaft. Insert either
a pin in the U-slot or a fork around the torque
arm to prevent this rotation. Under no
circumstances, however, should the field be
so tightly restrained that it preloads the bear-
ing. For more information on torque tabs, see
page 18.
SFC-500 Clutch Coupling Spline Drive
Armature
D. Assembling the Armature and Hub
The clutch-coupling units contain spline drive arma-
tures and hubs. The armatures are shipped with a
built-in autogap spring accessory. This device auto-
matically maintains a gap of about 1/32'' between the
armature and magnet faces for the life of the unit.
(Figure 3)
These units are shipped with the armature and
autogap already assembled. Follow these instructions
to as sem ble the splined armature assembly and hub:
Step 1
Place the splined hub on a flat surface. The
extended portion of the hub, where the set
screw holes are lo cat ed, should be down.
Step 2
Check the detent ring in the armature
assembly to make sure it is centered evenly
around the spline. This ring moves freely,
but it should be centered for easier as sem -
bly of the hub.
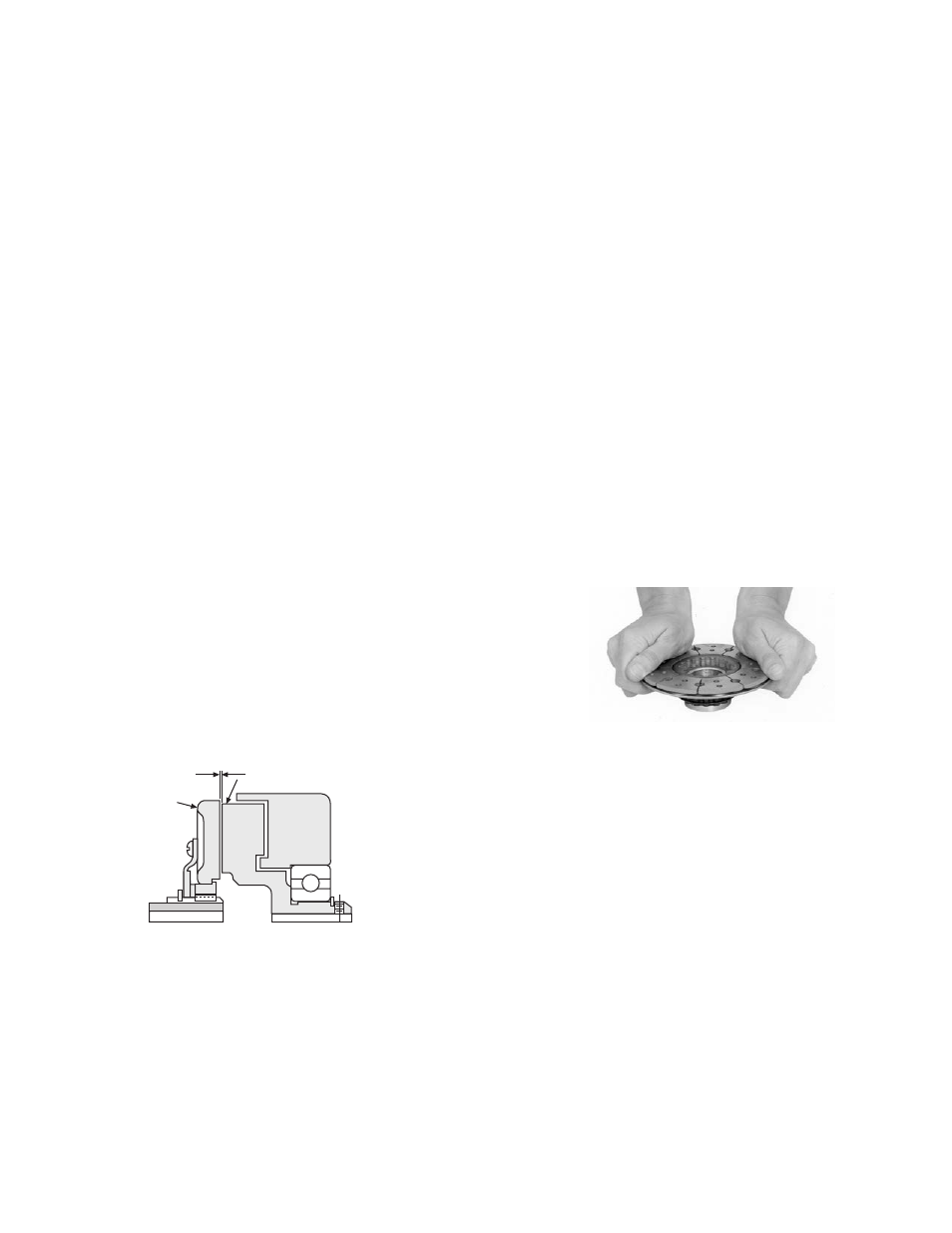
Step 3
Holding the armature with the segmented
side up, press the armature onto the splined
hub. This is most easily done by applying
firm back-and-forth pressure. (Figure 2)
Step 4
Push the assembly up against the retainer
ring.
E. Mounting the Armature-Hub Assembly
1.
Insert a key in the keyway of the hub and
slide the armature-hub assembly on to the
shaft.
2.
If the field-and-rotor assembly has been
se cured to the shaft first, then adjust the
armature’s position to allow a 1/32-
inch gap between the two faces. (Fig ure 3)
3.
Secure the armature-hub assembly in this
po si tion by tightening the two setscrews in
the hub.
4.
Check the assembly by pressing the armature
into contact with the rotor face and then
releasing it. The armature should spring back
about 1/32''. This gap will be automatically
maintained for the life of the unit.
Figure 2
1/32 inch Gap
Rotor
Armature
Figure 3