1 principle and overview, Programming notes – HEIDENHAIN iTNC 530 (340 420) User Manual
Page 404
376
10 Programming: Q Parameters
1
0
.1 Pr
inciple and Ov
erview
10.1 Principle and Overview
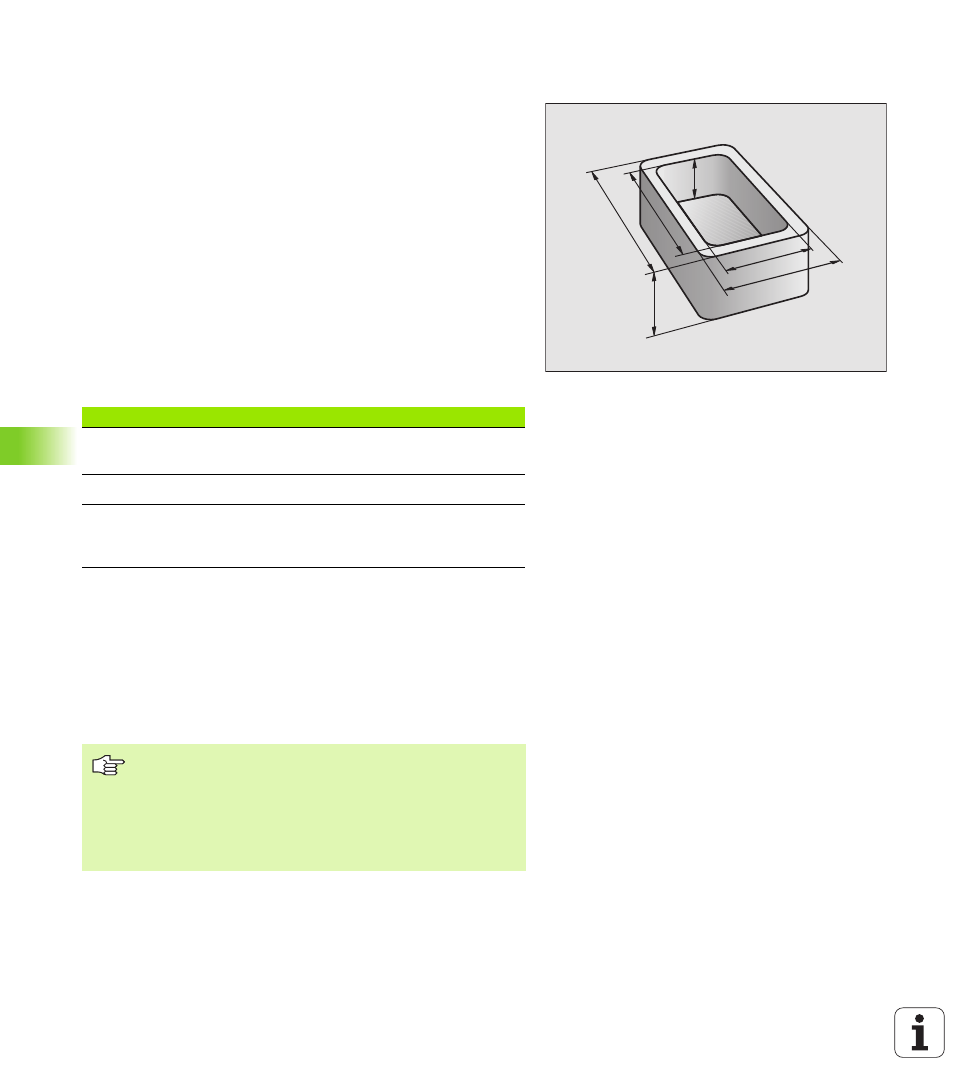
You can program an entire family of parts in a single part program. You
do this by entering variables called Q parameters instead of fixed
numerical values.
Q parameters can represent information such as:
n
Coordinate values
n
Feed rates
n
RPM
n
Cycle data
Q parameters also enable you to program contours that are defined
through mathematical functions. You can also use Q parameters to
make the execution of machining steps depend on logical conditions.
In conjunction with FK programming you can also combine contours
that do not have NC-compatible dimensions with Q parameters.
Q parameters are designated by the letter Q and a number between 0
and 299. They are grouped according to three ranges:
Programming notes
You can mix Q parameters and fixed numerical values within a
program.
Q parameters can be assigned numerical values between -
99 999.9999 and +99 999.9999. Internally, the TNC can calculate up to
a width of 57 bits before and 7 bits after the decimal point (32-bit data
width corresponds to a decimal value of 4 294 967 296).
Meaning
Range
Freely applicable parameter, globally effective
for all programs stored in the TNC memory
Q0 to Q99
Parameters for special TNC functions
Q100 to Q199
Parameters that are primarily used for cycles,
globally effective for all programs that are stored
in the TNC memory
Q200 to Q399
Q4
Q2
Q3
Q1
Q5
Q6
Some Q parameters are always assigned the same data by
the TNC. For example, Q108 is always assigned the
current tool radius; see “Preassigned Q Parameters,”
page 408. If you are using the parameters Q60 to Q99 in
OEM cycles, define via MP7251 whether the parameters
are only to be used locally in the OEM cycles, or may be
used globally.