HEIDENHAIN iTNC 530 (340 420) User Manual
Page 229
HEIDENHAIN iTNC 530
201
7.
5 Miscellaneous F
u
nctions f
o
r Rotary Ax
es
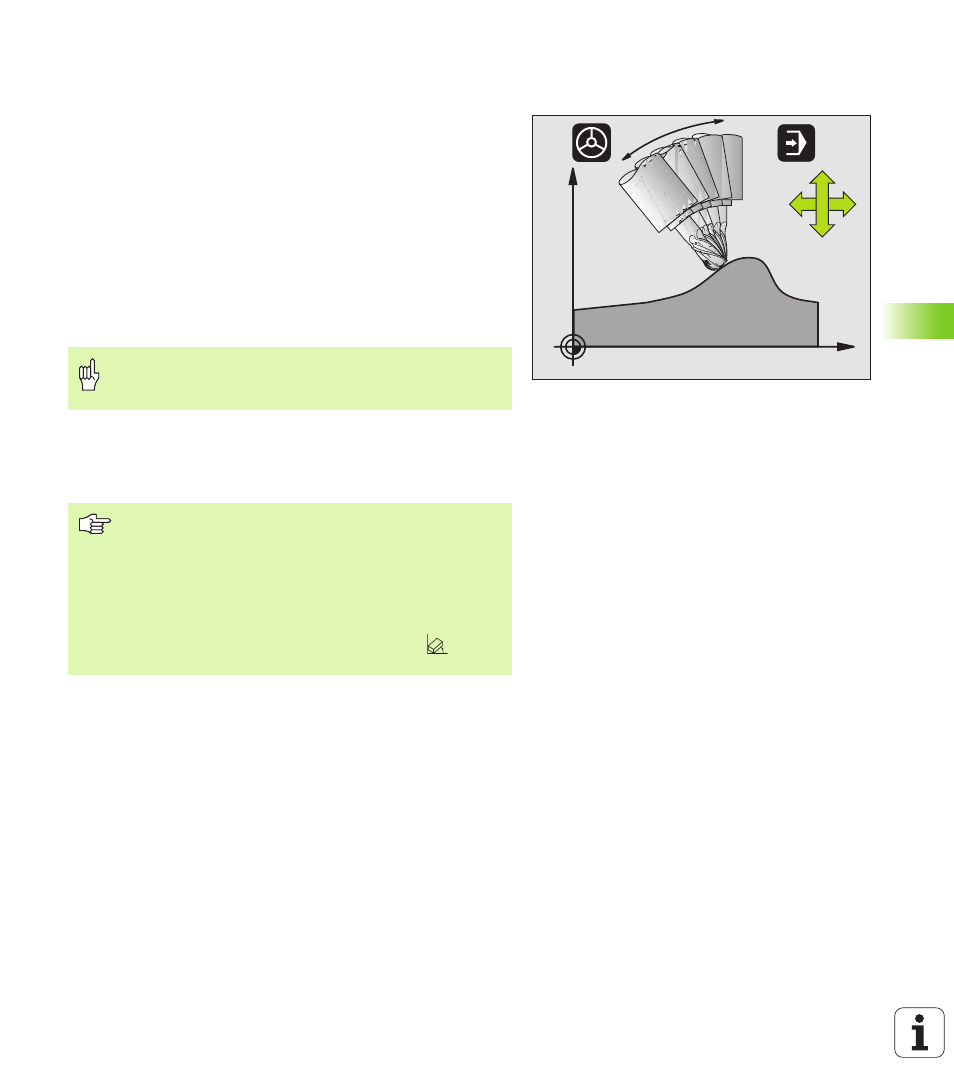
Maintaining the position of the tool tip when
positioning with tilted axes (TCPM*): M128
Standard behavior
The TNC moves the tool to the positions given in the part program. If
the position of a tilted axis changes in the program, the resulting offset
in the linear axes must be calculated and traversed in a positioning
block (see figure with M114).
Behavior with M128
If the position of a controlled tilted axis changes in the program, the
position of the tool tip to the workpiece remains the same.
If you wish to use the handwheel to change the position of the tilted
axis during program run, use M118 in conjunction with M128.
Handwheel positioning in a machine-based coordinate system is
possible when M128 is active.
After M128 you can program another feed rate, at which the TNC will
carry out the compensation movements in the linear axes. If you
program no feed rate here, or if you program a larger feed rate than is
defined in MP7471, the feed rate from MP7471 will be effective.
M128 on tilting tables
If you program a tilting table movement while M128 is active, the TNC
rotates the coordinate system accordingly. If for example you rotate
the C axis by 90° (through a positioning command or datum shift) and
then program a movement in the X axis, the TNC executes the
movement in the machine axis Y.
The TNC also transforms the defined datum, which has been shifted
by the movement of the rotary table.
M128 with 3-D tool compensation
If you perform a 3-D tool compensation with active M128 and active
radius compensation RL/RR, the TNC will automatically position the
rotary axes for certain machine geometrical configurations (peripheral
milling,see “Three-Dimensional Tool Compensation,” page 118).
X
Z
B
Z
X
For tilted axes with Hirth coupling: Do not change the
position of the tilted axis until after retracting the tool.
Otherwise you might damage the contour.
Reset M128 before positioning with M91 or M92 and
before a TOOL CALL.
To avoid contour gouging you must use only spherical
cutters with M128.
The tool length must refer to the spherical center of the
tool tip.
If M128 is active, the TNC shows the symbol
in the
status display.