Example: helix, 5 p ath cont ours — p olar coor dinat es – HEIDENHAIN TNC 310 (286 140) User Manual
Page 96
84
6 Programming: Programming Contours
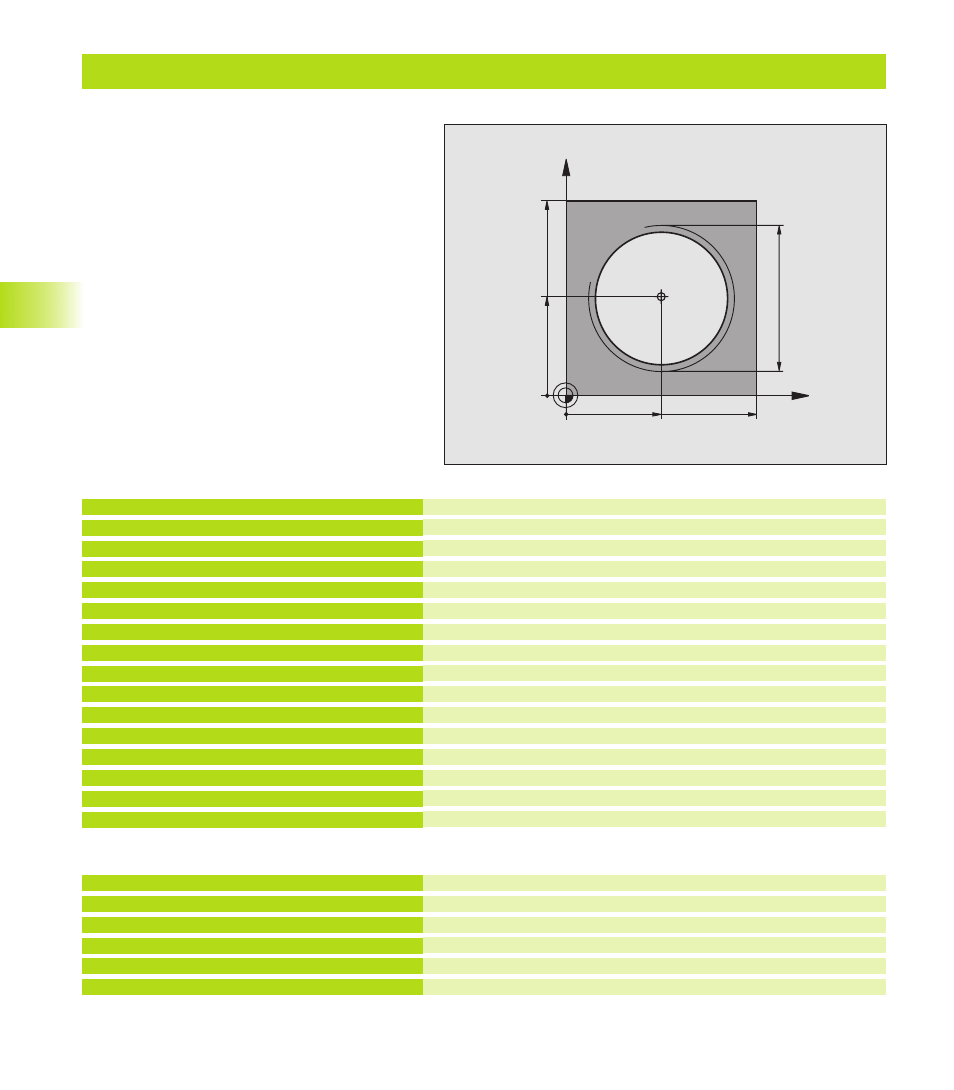
Example: Helix
Example: Helix
Example: Helix
Example: Helix
Example: Helix
Example: Helix
Example: Helix
Define the workpiece blank
Define the tool
tool call
Retract the tool
Pre-position the tool
Transfer the last programmed position as the pole
Move to working depth
Approach contour
Tangential approach to circle with R=2 mm
Helical interpolation
Tangential departure from circle with R=2 mm
Retract tool in the working plane
Retract tool in the spindle axis, end of program
Identify beginning of program section repeat
Enter the thread pitch as an incremental IZ dimension
Program the number of repeats (thread revolutions)
0 BEGIN PGM 50 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S1400
5 L Z+250 R0 F MAX
6 L X+50 Y+50 R0 F MAX
7 CC
8 L Z-12.75 R0 F1000 M3
9 LP PR+32 PA-180 RL F100
10 RND R2
11 CP IPA+3240 IZ+13,5 DR+ F200
12 RND R2
13 L X+50 Y+50 R0 F MAX
14 L Z+250 R0 F MAX M2
15 END PGM 50 MM
To cut a thread with more than 16 revolutions
...
8 L Z-12.75 R0 F1000
9 LP PR+32 PA-180 RL F100
10 LBL 1
11 CP IPA+360 IZ+1.5 DR+ F200
12 CALL LBL 1 REP 24
X
Y
50
50
CC
100
100
M64 x 1,5
6.5 P
ath Cont
ours
—
P
olar Coor
dinat
es