3 pr ogr am run – HEIDENHAIN TNC 310 (286 140) User Manual
Page 207
195
HEIDENHAIN TNC 310
Moving the machine axes during an interruption
You can move the machine axes during an interruption in the same
way as in the Manual Operation mode.
Example:
Retracting the spindle after tool breakage
ú
Interrupting machining
ú
Enable the external direction keys: Press the MANUAL OPERATI-
ON soft key.
ú
Move the axes with the machine axis direction buttons.
Use the function „Returning to the Contour“ (see below) to return
to a contour at the point of interruption.
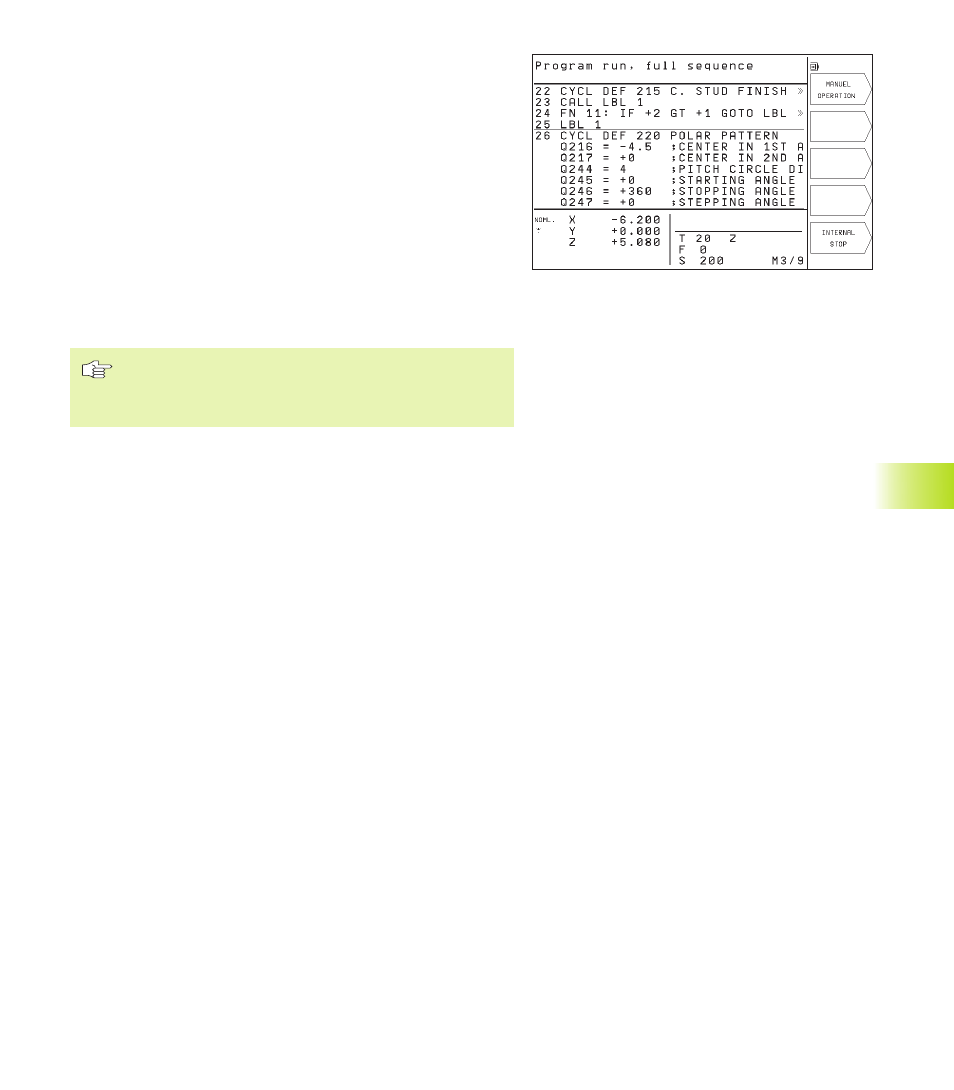
Resuming program run after an interruption
If a program run is interrupted during a fixed cycle, the
program must be resumed from the beginning of the
cycle. This means that some machining operations will
be repeated.
When a program run is interrupted, the TNC stores:
■
The data of the last defined tool
■
Active coordinate transformations
■
The coordinates of the circle center that was last defined
■
The current count of program section repeats
■
The number of the block where a subprogram
or a program section repeat was last called
1
1
.3 Pr
ogr
am Run