3 pr ogr am run – HEIDENHAIN TNC 310 (286 140) User Manual
Page 209
197
HEIDENHAIN TNC 310
Mid-program startup (block scan)
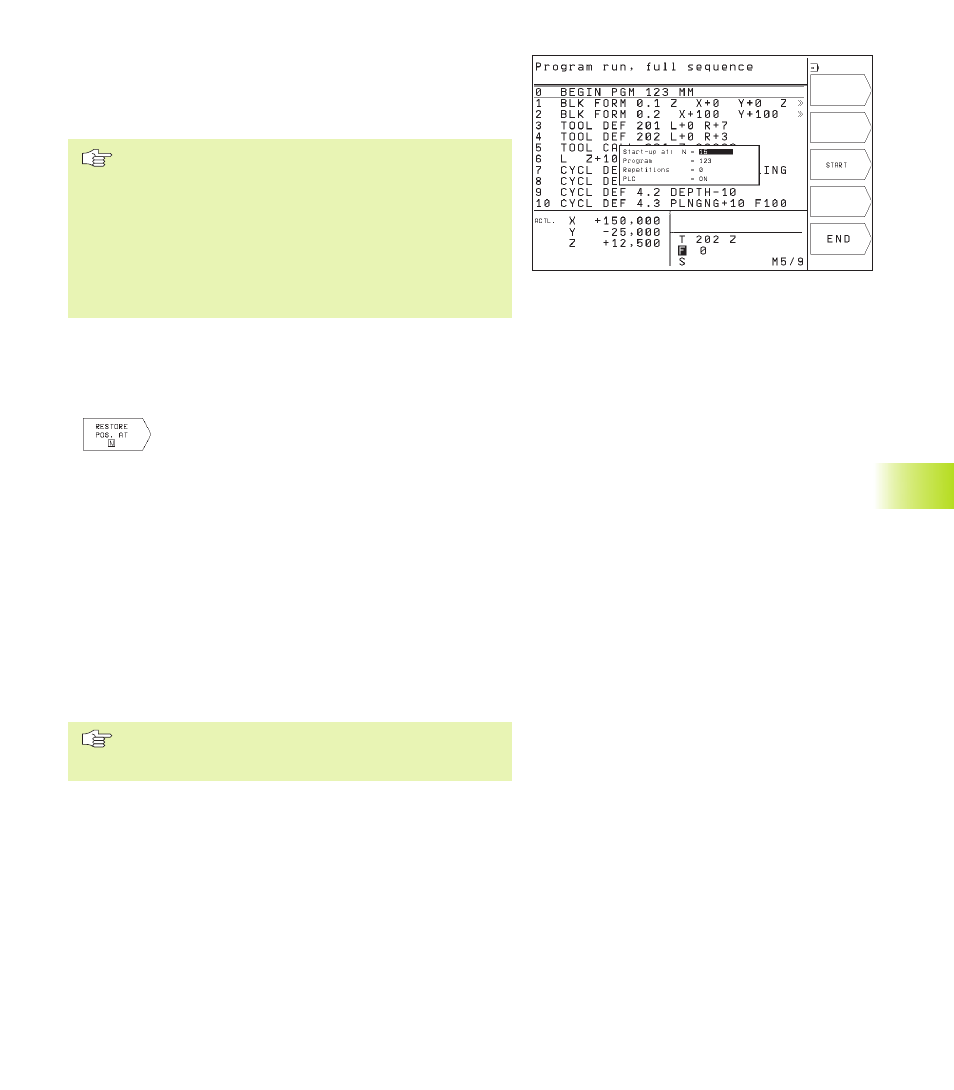
With the RESTORE POS AT N feature (block scan) you can start a
part program at any block you desire. The TNC scans the program
blocks up to that point.
Always begin a block scan from the beginning of the
program.
If the program contains a programmed interruption
before the startup block, the TNC interrupts the block
scan. Press the RESTORE POS. AT and START soft keys
once again to continue the block scan.
After a block-scan, use the returning-to-contour function
to move the tool to mid-program startup position (see
following page).
ú
To go to the first block of the current program to start a block
scan, enter GOTO “0”.
ú
To select block scan, press the RESTORE POS AT N soft key. The
TNC displays an input window:
ú
Start-up at N: Enter the block number N at which
the block scan should end.
ú
Program: Enter the name of the program
containing block N.
ú
Repetitions: If block N is located in a program
section repeat, enter the number of repetitions to
be calculated in the block scan.
ú
PLC ON/OFF: To account for tool calls and
miscellaneous functions M: Set the PLC to ON (use
the ENT key to switch between ON and OFF). If
PLC is set to OFF, the TNC considers only the
geometry.
ú
To start the block scan, press the START soft key.
ú
To return to contour: See following section
”Returning to the Contour.”
You can move the input window for mid-program startup.
Press the screen layout key and use the displayed soft
keys.
1
1
.3 Pr
ogr
am Run