3 tool compensation, 3 t ool compensation – HEIDENHAIN TNC 310 (286 140) User Manual
Page 63
51
HEIDENHAIN TNC 310
5.3 Tool Compensation
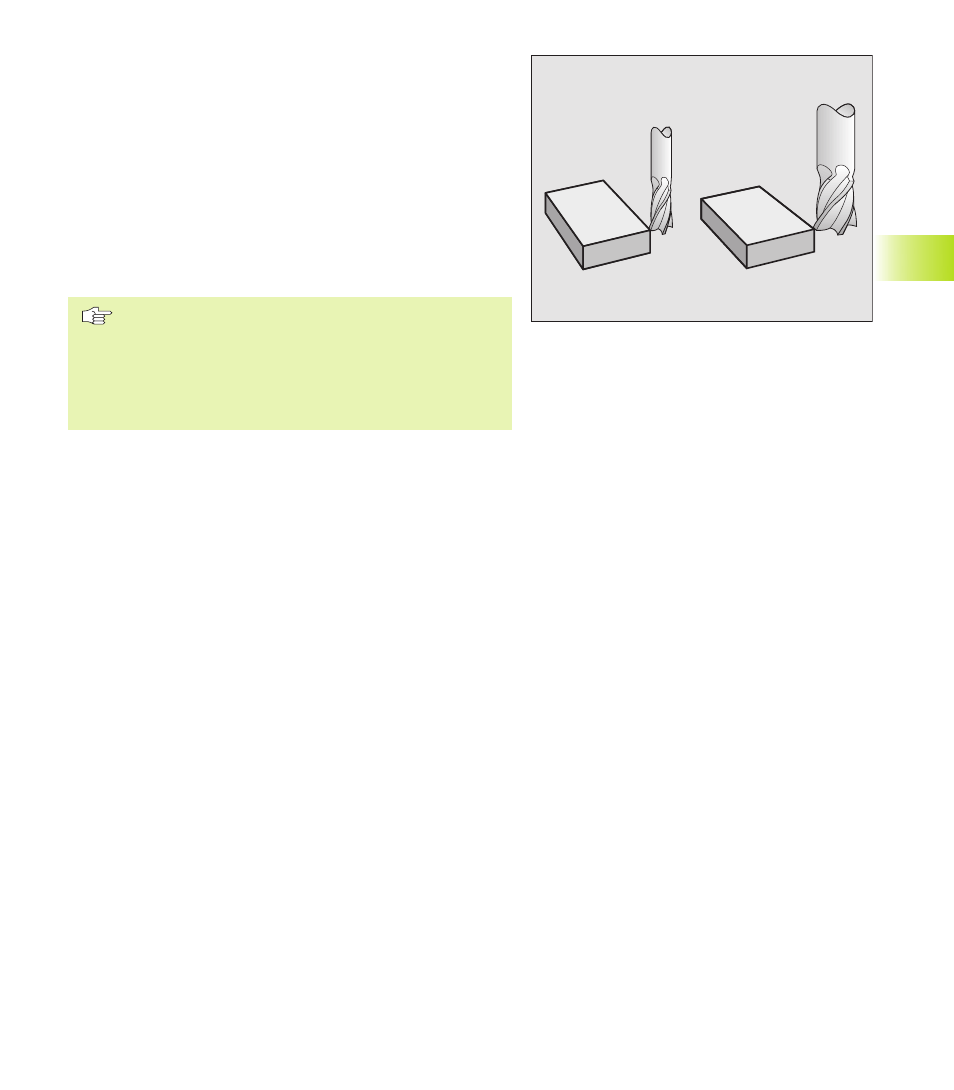
The TNC adjusts the spindle path in the tool axis by the
compensation value for the tool length. In the working plane, it
compensates the tool radius.
If you are writing the part program directly on the TNC, the tool
radius compensation is effective only in the working plane.
Tool length compensation
Length compensation becomes effective automatically as soon as a
tool is called and the tool axis moves. To cancel length
compensation call a tool with the length L=0.
If you cancel a positive length compensation with TOOL
CALL 0, the distance between tool and workpiece will
be reduced.
After TOOL CALL, the path of the tool in the tool axis, as
entered in the part program, is adjusted by the difference
between the length of the previous tool and that of the
new one.
For tool length compensation, the TNC takes the delta values from
the TOOL CALL block into account:
Compensation value = L + DL
TOOL CALL
where
L
is the tool length L from the TOOL DEF block or tool
table
DL
TOOL CALL
is the oversize for length DL in the TOOL CALL block
(not taken into account by the position display)
Tool radius compensation
The NC block for programming a tool movement contains:
■
RL or RR for compensation in the tool radius
■
R+ or R– for radius compensation in single-axis movements
■
R0 if no radius compensation is required
Radius compensation becomes effective as soon as a tool is called
and is moved in the working plane with RL or RR. To cancel radius
compensation, program a positioning block with R0.
5.3 T
ool Compensation