5 p ath cont ours — p olar coor dinat es – HEIDENHAIN TNC 310 (286 140) User Manual
Page 94
82
6 Programming: Programming Contours
6.5 P
ath Cont
ours
—
P
olar Coor
dinat
es
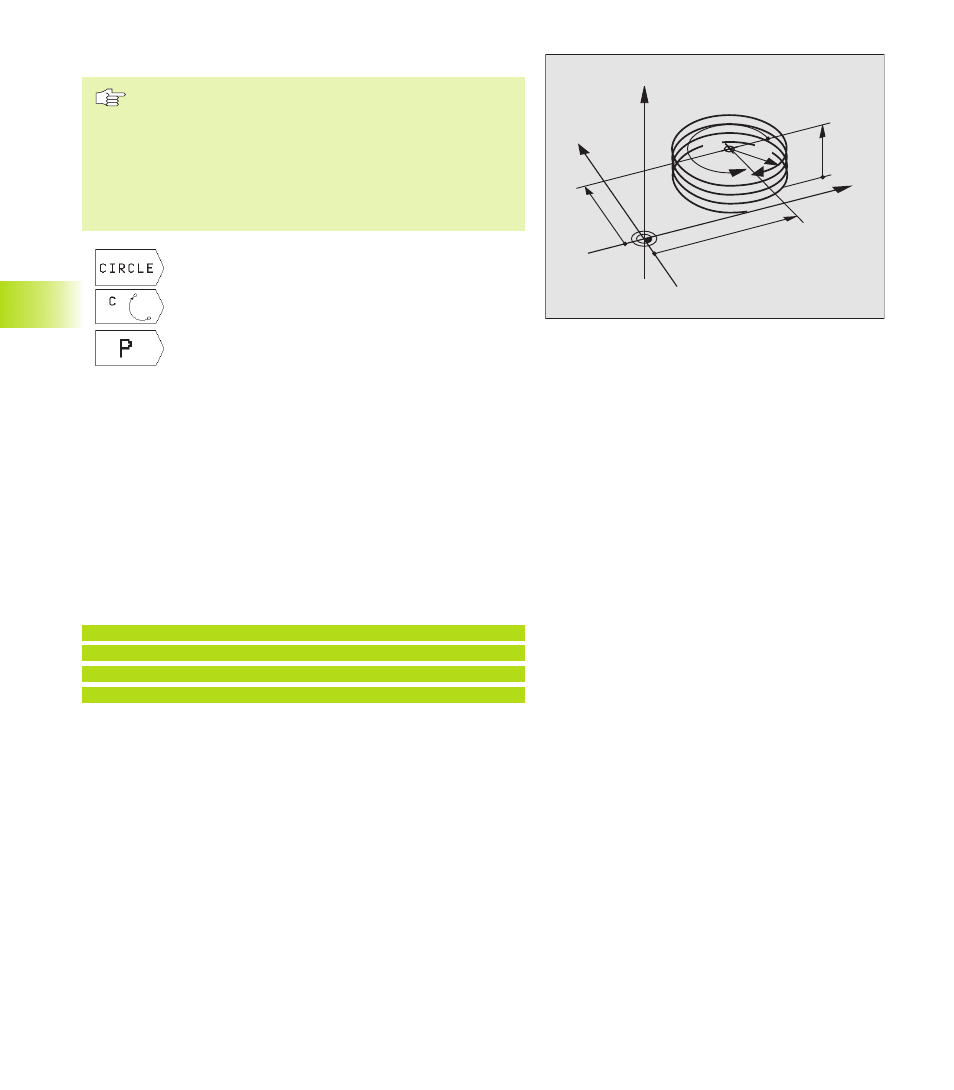
Programming a helix
Always enter the same algebraic sign for the direction of
rotation DR and the incremental total angle IPA. The tool
may otherwise move in a wrong path and damage the
contour.
For the total angle IPA, you can enter a value from
–5400° to +5400°. If the thread has of more than 15
revolutions, program the helix in a program section
repeat (see section 9.2 ”Program Section Repeats”).
ú
Select circle functions: Press the „CIRCLE“ soft key
ú
Select circular path C: Press the C soft key
ú
Select entry of polar coordinates: Press the P soft
key (2nd soft-key row).
ú
Polar coordinates angle: Enter the total angle of
tool traverse along the helix in incremental
dimensions. After entering the angle, identify the
tool axis using a soft key.
ú
Enter the coordinate for the height of the helix in
incremental dimensions.
ú
Direction of rotation DR
Clockwise helix: DR–
Counterclockwise helix: DR+
ú
Radius compensation RL/RR/R0
Enter the radius compensation according to the
table above.
Example NC blocks
12 CC X+40 Y+25
13 Z+0 F100 M3
14 LP PR+3 PA+270 RL F50
15 CP IPA–1800 IZ+5 DR– RL F50
Y
X
Z
25
40
5
270°
R3
CC