3 program run, 3 pr ogr am run 11.3 program run – HEIDENHAIN TNC 310 (286 140) User Manual
Page 204
11 Test Run and Program Run
192
1
1
.3 Pr
ogr
am Run
11.3 Program Run
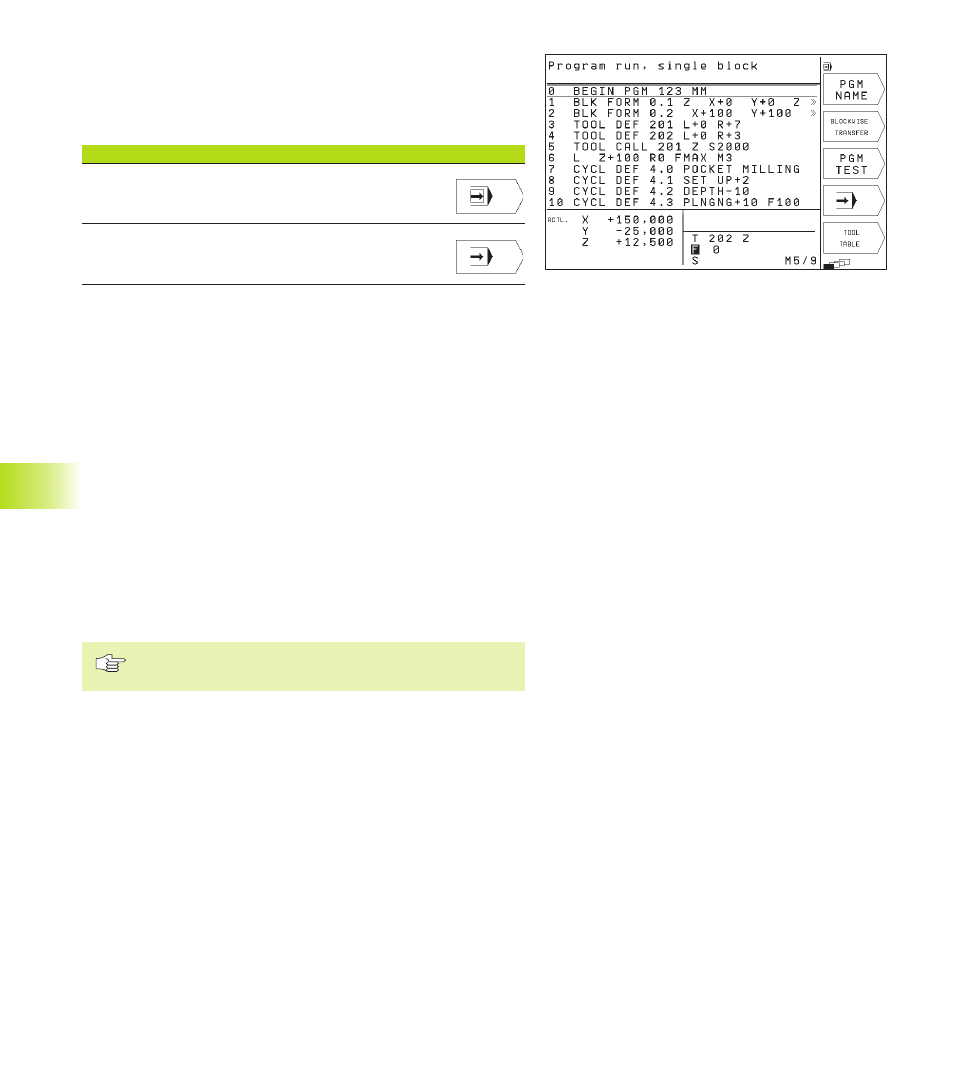
In the Program Run operating mode the TNC executes a part
program either in single block or continuously.
Function
Soft key
Program Run, Single Block
(default setting)
Program Run, Full Sequence
Im the Program Run, Single Block mode you must start each block
separately by pressing the NC START button.
Im the Program Run, Full Sequence mode the TNC executes a part
program continuously to its end or up to a program stop.
The following TNC functions can be used in the program run
modes of operation:
■
Interrupt program run
■
Start program run from a certain block
■
Additional status display
Running a part program
Preparation
1 Clamp the workpiece to the machine table.
2 Datum setting
3 Select the part program (status M).
You can adjust the feed rate and spindle speed with the
override knobs.
Program Run, Full Sequence
ú
Start machining program with the NC start button
Program Run, Single Block
ú
Start each block of the part program individually with the NC
START button.