Transmig vaf4 – Tweco VAF4 Transmig User Manual
Page 73
TRANSMIG VAF4
Manual 0-5231
4-9 SERVICE
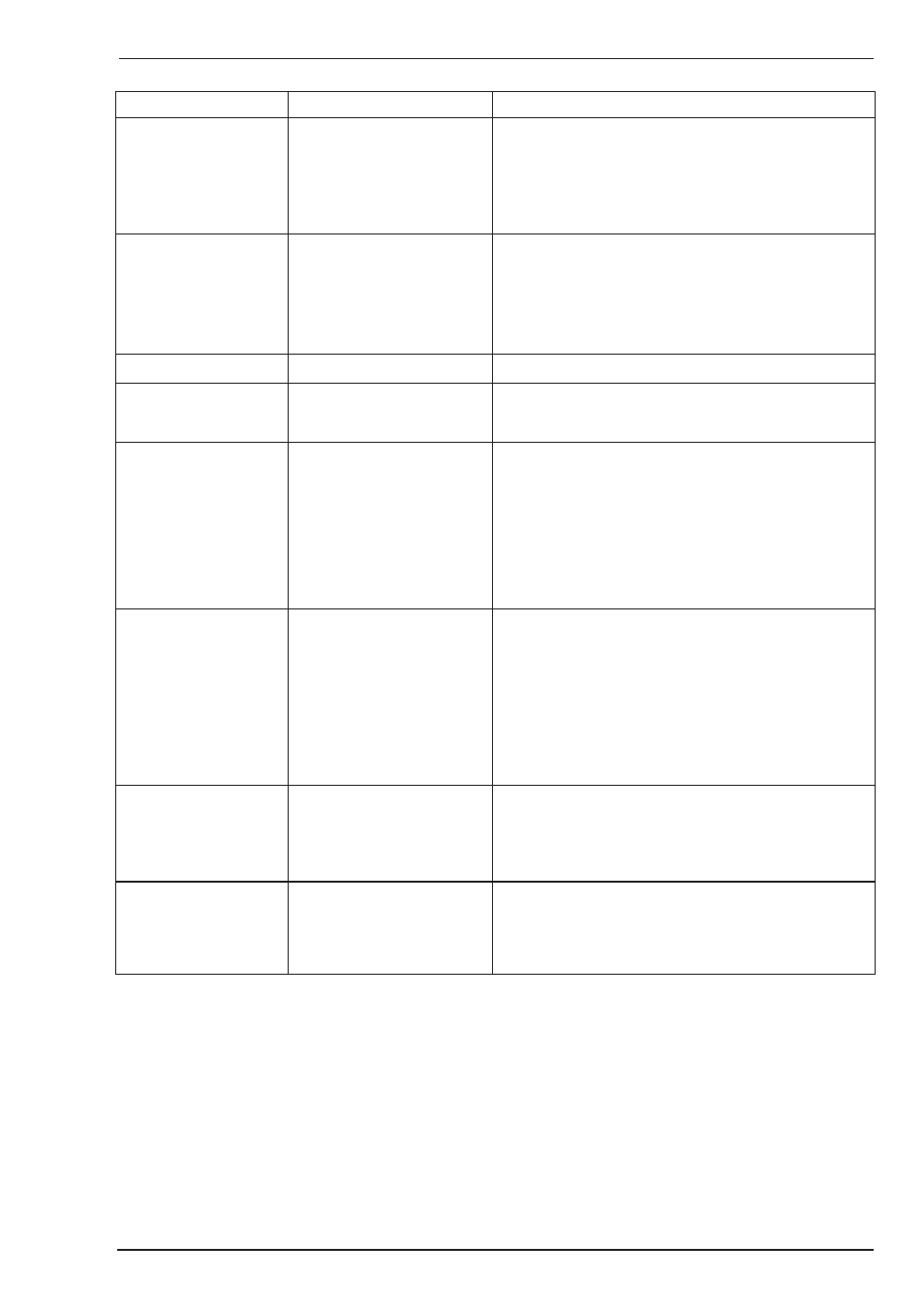
Basic MIG (GMAW/FCAW) Welding Troubleshooting
FAULT
CAUSE
rEMEDY
1
Undercut
A
Welding arc voltage too high.
A
Decrease voltage or increase the wire feed speed.
B
Incorrect MIG Torch angle
B
Adjust angle.
C
Excessive heat input
C
Increase the MIG Torch travel speed and/or decrease welding
current by decreasing the voltage or decreasing the wire feed
speed.
2
Lack of penetration
A
Welding current too low
A
Increase welding current by increasing wire feed speed and
increasing voltage.
B
Joint preparation too narrow or
gap too tight
B
Increase joint angle or gap.
C
Shielding gas incorrect
C
Change to a gas which gives higher penetration.
3
Lack of fusion
Voltage too low
Increase voltage.
4
Excessive spatter
A
Voltage too high
A
Decrease voltage or increase the wirespeed control.
B
Voltage too low
B
Increase the voltage or decrease wirespeed.
5
Irregular weld shape
A
Incorrect voltage and current
settings. Convex, voltage too
low. Concave, voltage too high.
A
Adjust voltage and current by adjusting the voltage control and
the wirespeed control.
B
Wire is wandering.
B
Replace contact tip.
C
Incorrect shielding gas
C
Check shielding gas.
D
Insufficient or excessive heat
input
D
Adjust the wirespeed control or the voltage control.
6
Weld cracking
A
Weld beads too small
A
Decrease travel speed
B
Weld penetration narrow and
deep
B
Reduce current and voltage and increase MIG Torch travel speed
or select a lower penetration shielding gas.
C
Excessive weld stresses
C
Increase weld metal strength or revise design
D
Excessive voltage
D
Decrease voltage.
E
Cooling rate too fast
E
Slow the cooling rate by preheating part to be welded or cool
slowly.
7
Cold weld puddle
A
Loose welding cable connection.
A
Check all welding cable connections.
B
Low primary voltage
B
Contact supply authority.
C
Fault in power source
C
Have an Accredited CIGWELD Service Provider test then replace
8
Arc does not have a crisp
sound that short arc
exhibits when the wirefeed
speed and voltage are
adjusted correctly.
The MIG Torch has been
connected to the wrong voltage
polarity on the front panel.
Connect the MIG torch to the positive (+) welding terminal
for solid wires and gas shielded flux cored wires. Refer to the
electrode wire manufacturer for the correct polarity.
Table 4-4 GMAW (MIG) Welding Problems