Hmc-410 – Tweco HMC-410 User Manual
Page 46
HMC-410
4-4
July 27, 2005
Software
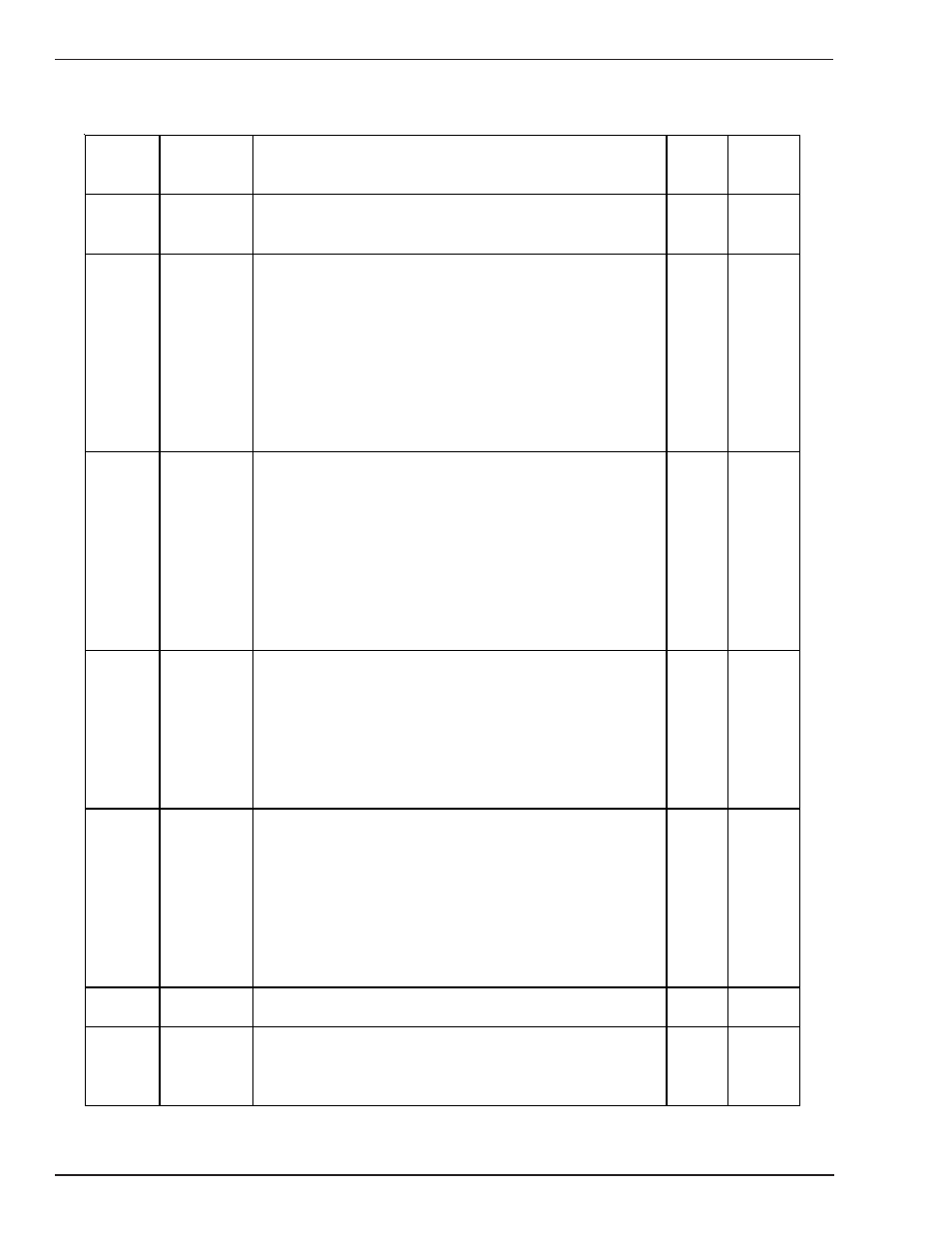
Dash
Display
Feature
Description
Settings Number
AHR
Arc Hour
When this switch is in the ON position, the Arc Hour Timer will
ON, OFF 3+
Timer Reset
be reset to 0. After resetting the timer, this parameter will
automatically reset itself to OFF.
SSE
Weld
When this switch is in the ON position, the multiple Weld
ON,
3+
Sub Segment Sub segment feature of the control panel is enabled. This
OFF,
Enable
feature is used to change the weld parameters because of a
HAR
discontinuity in the work or for start and end weld tweaking of
the arc. This feature is described in the sections on
Semiautomatic Operation and Auxiliary Interface Operation.
When this switch is OFF, the control panel will ignore
instructions to use the next sequential Weld Sub Segment
parameters. When this switch is HAR, the mode is set by the
optional front panel switch.
HDE
Trigger Hold
ON: Trigger Hold ON. Pull and release gun switch to start an
ON,
3+
Enable
arc. Weld will continue without holding gun switch. Pull and
OFF,
release gun switch to stop an arc.
HAR
OFF: Trigger Hold OFF. Pull gun switch to start and maintain
welding arc. Release gun switch to end the welding arc.
HAR: Trigger Hold mode is set by the optional trigger hold
switch on the front panel. When HAR is selected and the
trigger hold switch is up, trigger hold is OFF. When HAR is
selected and the trigger hold switch is down, trigger hold is
ON.
DF
Display Filter This feature sets the responsiveness (jitter) of the welding
0.00 to
17+
displays. This number sets the amount of time between each
1.00
new screen update (in seconds). The arc voltage, arc current,
and actual wire feed speed displays are all affected. The data
is averaged over that time frame. A number of 1.00 seconds
is the slowest that the displays will change, giving a very stable
but deadened response. A number below .05 will give a very
lively, but sometimes unreadable response.
SP
Switch Period This number sets gun switch responsiveness. This number
0.00 to
17+
sets the amount of time that the gun trigger must stay in its
1.00
current position before it is recognized. A change faster than
this number is used when ‘flickering’ the gun trigger to advance
to the next weld sub segment. For example, if this number is
set to .30 (seconds), any changes on the gun trigger faster
than .30 seconds will advance the sub segment (if that feature
is on), and any gun trigger action slower than .30 seconds will
stop the weld.
NOS
Number of
This number allows the customer to set the number of
1 to 8
8+
Schedules
schedules in use. This number may be set from 1 to 8.
CFE
Crater fill
This setting may be ON or OFF. If ON, the system will operate
ON,
17+
Enable
as the ‘standard’ system did for crater fill. If crater fill is OFF, the
OFF
system will not allow the crater fill settings to be programmed.
Also, crater fill will not execute in the weld sequence.