Program call (cycle g39), 1 0 special cy cles – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming User Manual
Page 457
HEIDENHAIN iTNC 530
457
8.1
0 Special Cy
cles
PROGRAM CALL (Cycle G39)
Routines that you have programmed (such as special drilling cycles or
geometrical modules) can be written as main programs and then
called like fixed cycles.
8
Program name:
Enter the name of the program you
want to call and, if necessary, the directory it is
located in.
Call the program with
G79
(separate block) or
M99
(blockwise) or
M89
(executed after every positioning block)
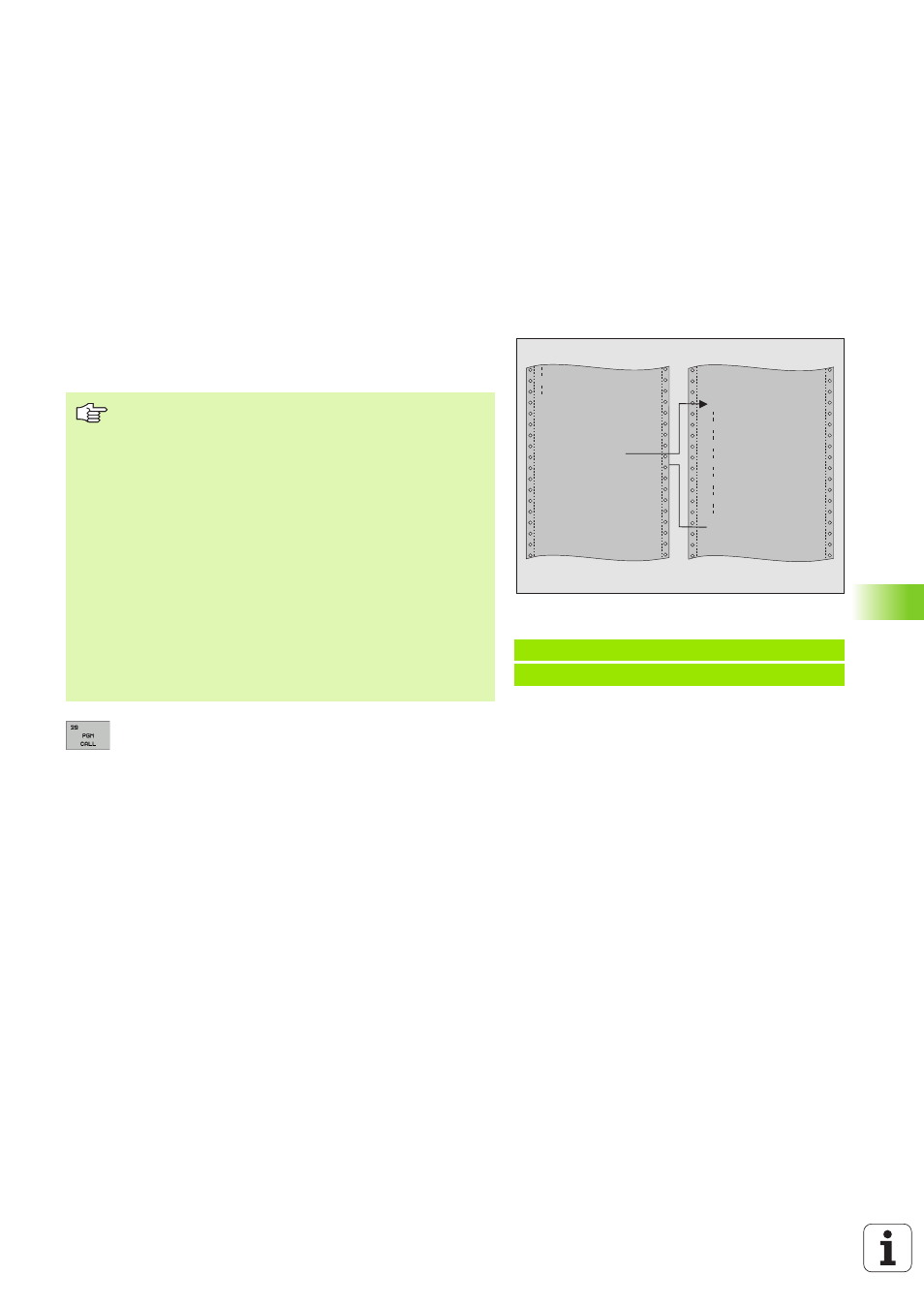
Example: Program call
A callable program 50 is to be called into a program via a cycle call.
Example: NC blocks
N550 G39 P01 50 *
N560 G00 X+20 Y+50 M99 *
% LOT31 G71
N70 G39 P01 50 *
.
.
.
N90 ... M99
N99999 LOT31 G71
Before programming, note the following:
The program you are calling must be stored on the hard
disk of your TNC.
If the program you are defining to be a cycle is located in
the same directory as the program you are calling it from,
you need only to enter the program name.
If the program you are defining to be a cycle is not located
in the same directory as the program you are calling it
from, you must enter the complete path (for example
TNC:\KLAR35\FK1\50.I.
If you want to define an ISO program to be a cycle, enter
the file type .I behind the program name.
As a rule, Q parameters are globally effective when called
with Cycle G39. So please note that changes to Q
parameters in the called program can also influence the
calling program.