HEIDENHAIN iTNC 530 (340 49x-03) ISO programming User Manual
Page 354
354
8 Programming: Cycles
8.4 Cy
cles f
o
r Milling P
o
c
k
ets, St
uds and Slots
8
Machining operation (0/1/2)
Q215: Define the
machining operation:
0: Roughing and finishing
1: Only roughing
2: Only finishing
Side finishing and floor finishing are only executed if
the finishing allowances (Q368, Q369) have been
defined.
8
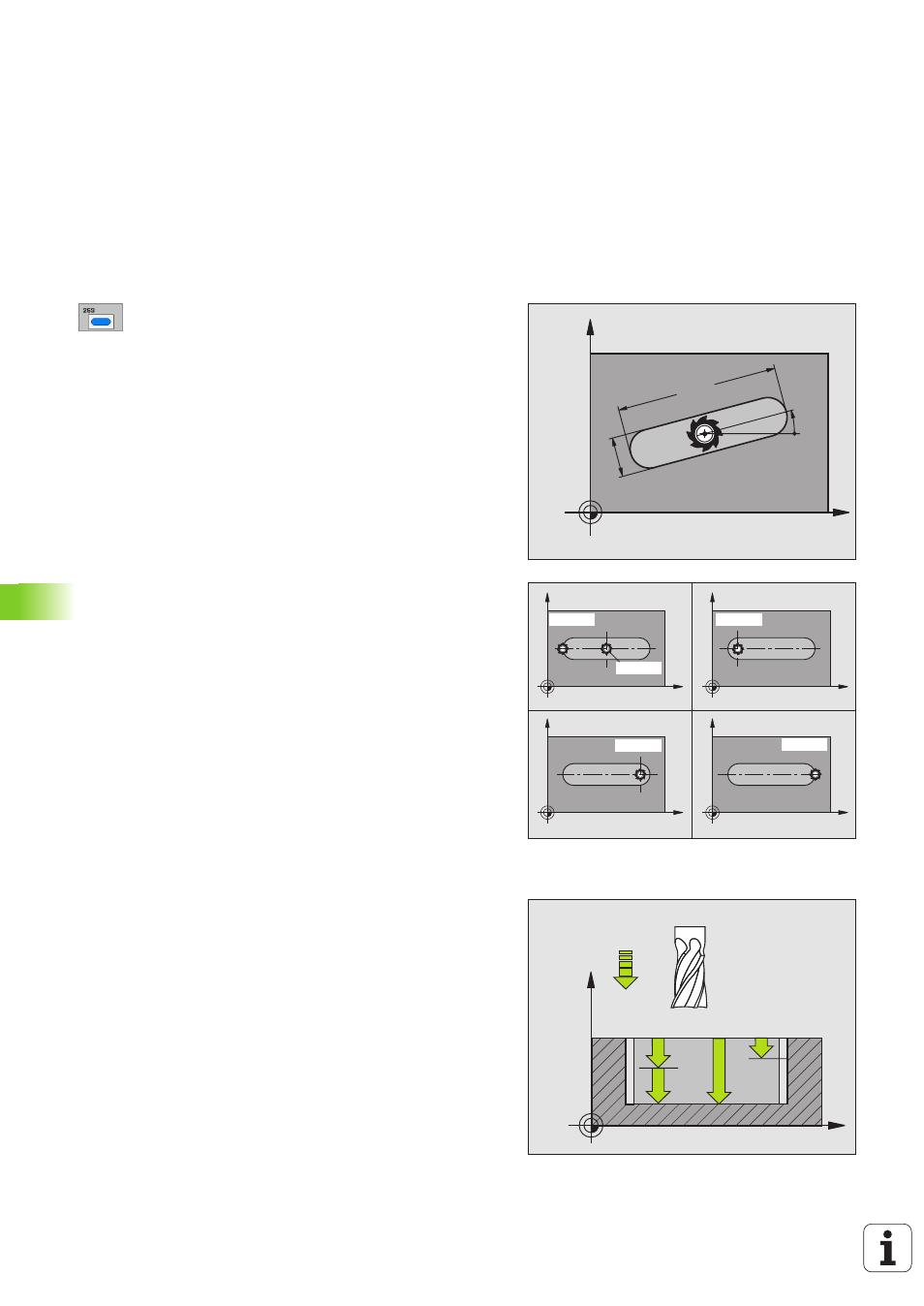
Slot length
Q218 (value parallel to the reference axis
of the working plane): Enter the length of the slot
8
Slot width
Q219 (value parallel to the secondary axis
of the working plane): Enter the slot width. If you
enter a slot width that equals the tool diameter, the
TNC will carry out the roughing process only (slot
milling). Maximum slot width for roughing: Twice the
tool diameter.
8
Finishing allowance for side
Q368 (incremental
value): Finishing allowance in the working plane.
8
Angle of rotation
Q224 (absolute): Angle by which
the entire slot is rotated. The center of rotation is the
position at which the tool is located when the cycle is
called.
8
Slot position (0/1/2/3/4)
Q367: Position of the slot
in reference to the position of the tool when the cycle
is called (see figure at center right):
0: Tool position = Center of slot
1: Tool position = Left end of slot
2: Tool position = Center of left slot circle
3: Tool position = Center of right slot circle
4: Tool position = Right end of slot
8
Feed rate for milling
Q207: Traversing speed of the
tool in mm/min while milling.
8
Climb or up-cut
Q351: Type of milling operation with
M03.
+1 = climb milling
–1 = up-cut milling
8
Depth
Q201 (incremental value): Distance between
workpiece surface and bottom of slot.
8
Plunging depth
Q202 (incremental value): Infeed per
cut. Enter a value greater than 0.
8
Finishing allowance for floor
Q369 (incremental
value): Finishing allowance in the tool axis.
8
Feed rate for plunging
Q206: Traversing speed of
the tool while moving to depth in mm/min.
8
Infeed for finishing
Q338 (incremental value):
Infeed per cut. Q338=0: Finishing in one infeed.
X
Y
Q219
Q218
Q224
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Z
Q201
Q206
Q202
Q338