9 coor dinat e t ransf or mation cy cles, Example: coordinate transformation cycles – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming User Manual
Page 454
454
8 Programming: Cycles
8.9 Coor
dinat
e
T
ransf
or
mation Cy
cles
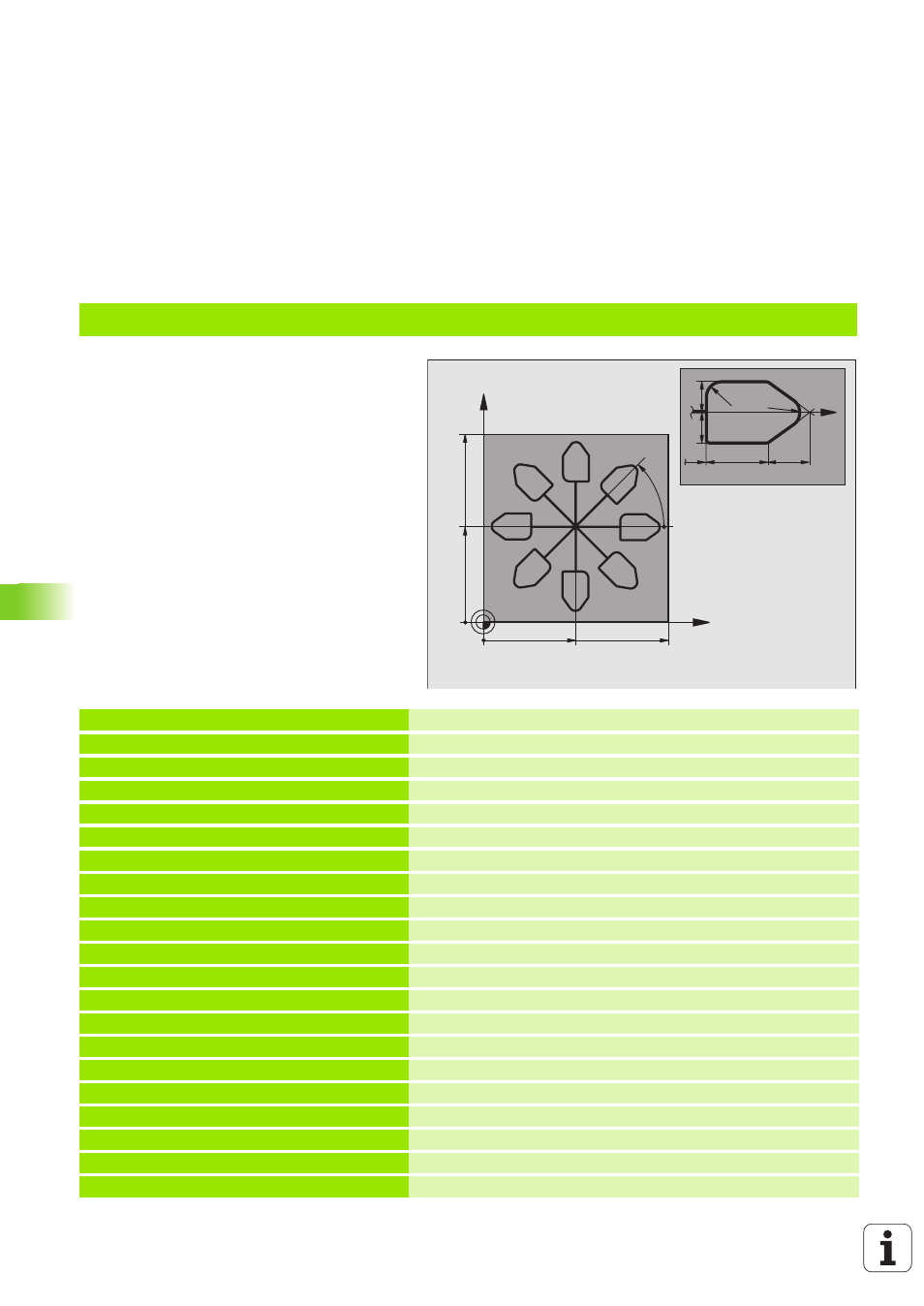
Example: Coordinate transformation cycles
Program sequence
Program the coordinate transformations in
the main program
For subprograms within a subprogram, see
“Subprograms,” page 491.
%COTRANS G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Define the workpiece blank
N20 G31 G90 X+130 Y+130 Z+0 *
N30 G99 T1 L+0 R+1 *
Define the tool
N40 T1 G17 S3500 *
Tool call
N50 G00 G40 G90 Z+250 *
Retract the tool
N60 G54 X+65 Y+65 *
Shift datum to center
N70 L1.0 *
Call milling operation
N80 G98 L10 *
Set label for program section repeat
N90 G73 G91 H+45 *
Rotate by 45° (incremental)
N100 L1.0 *
Call milling operation
N110 L10.6 *
Return jump to LBL 10; repeat the milling operation six times
N120 G73 G90 H+0
Reset the rotation
N130 G54 X+0 Y+0 *
Reset the datum shift
N140 G00 Z+250 M2 *
Retract in the tool axis, end program
N150 G98 L1 *
Subprogram 1:
N160 G00 G40 X+0 Y+0 *
Define milling operation
N170 Z+2 M3 *
N180 G01 Z-5 F200 *
N190 G41 X+30 *
N200 G91 Y+10 *
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10