4 p ath cont ours—car tesian coor dinat es – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming User Manual
Page 219
HEIDENHAIN TNC iTNC 530
219
6.4 P
ath Cont
ours—Car
tesian Coor
dinat
es
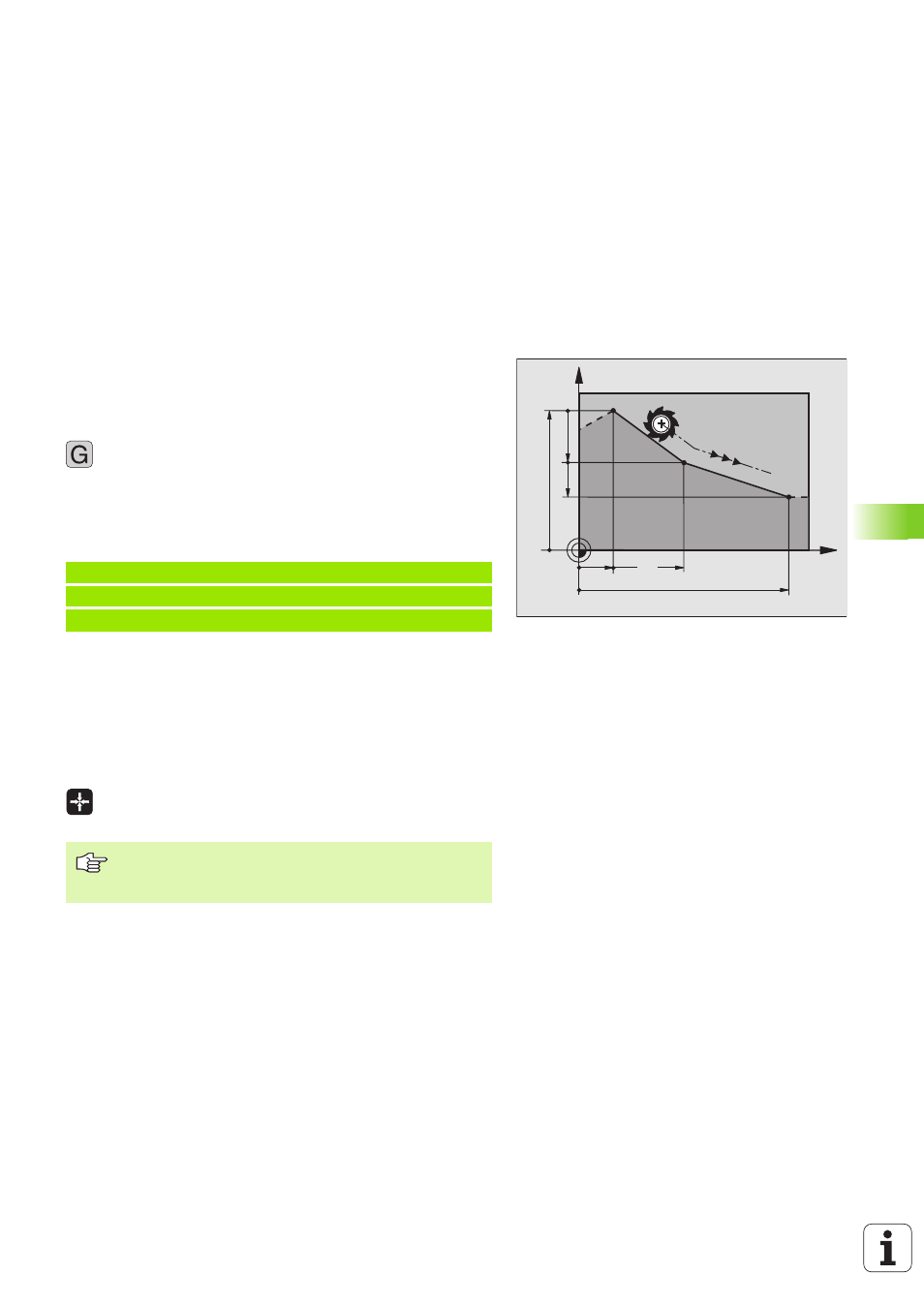
Straight line at rapid traverse G00
Straight line with feed rate G01 F. . .
The TNC moves the tool in a straight line from its current position to
the straight-line end point. The starting point is the end point of the
preceding block.
Programming
8
Coordinates
of the line end point
Further entries, if necessary:
8
Radius compensation G40/G41/G42
8
Feed rate F
8
Miscellaneous function M
Example NC blocks
Actual position capture
You can also generate a straight-line block (G01 block) by using the
ACTUAL-POSITION-CAPTURE key:
8
In the Manual Operation mode, move the tool to the position you
wish to capture.
8
Switch the screen display to Programming and Editing.
8
Select the program block after which you want to insert the block.
8
Press the ACTUAL-POSITION-CAPTURE key: The
TNC generates an G01 block with the actual position
coordinates.
X
Y
60
15
40
10
10
20
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
In the MOD function, you define the number of axes that
the TNC saves in a G01 block (see “MOD Functions,”
page 594).
1