I – 5 milling p a tt er ns – HEIDENHAIN PT 880 User Manual
Page 50
50
I Operating Instructions
I – 5 Milling P
a
tt
er
ns
Rectangle pocket milling in programs
The POSITIP 880 makes the roughing out of rectangle pockets simple:
You just enter the dimensions for the pocket, and the POSITIP 880
calculates the rough-out paths.
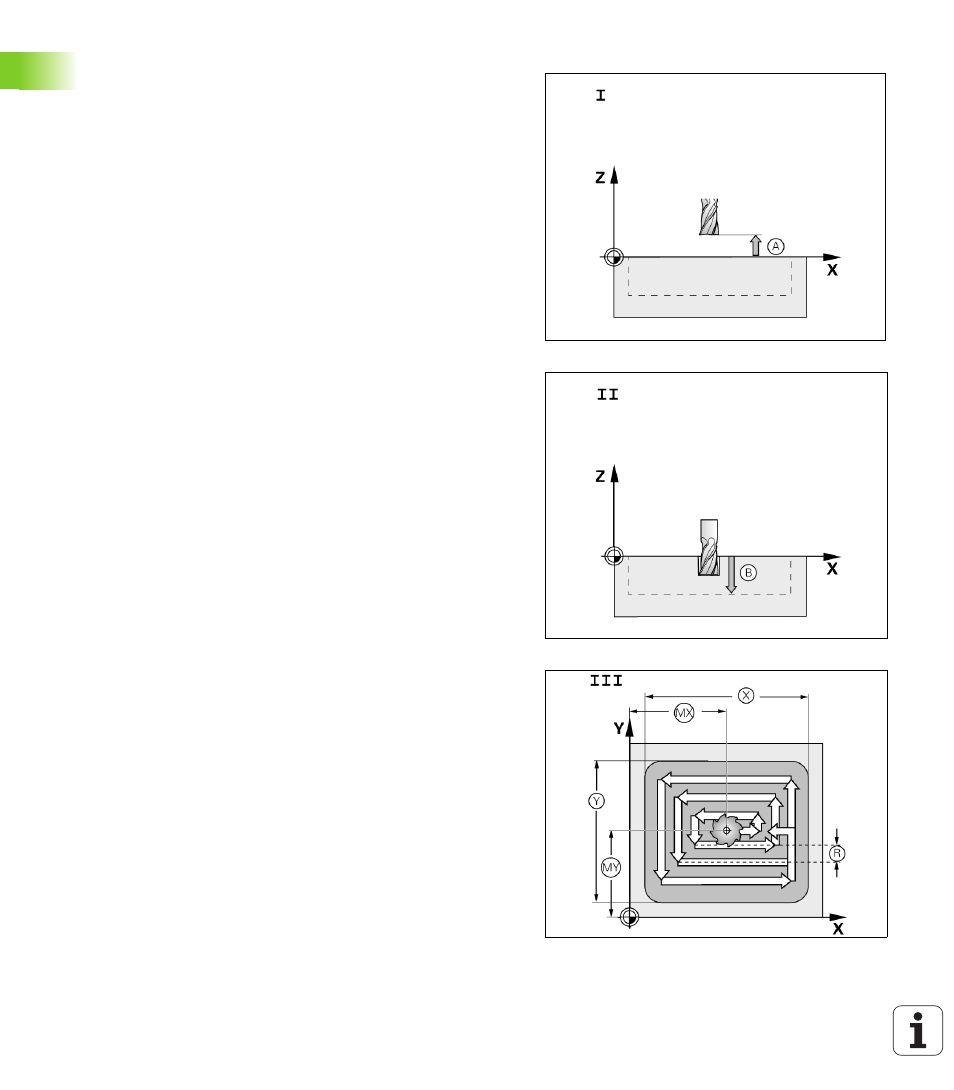
Execution of cycle
The execution of the cycle is represented in the figures to the right.
Step 1:
The POSITIP 880 gives the distances-to-go for positioning the tool at
the starting position A: First in the tool axis, and then in the machining
plane to the center of the pocket.
Step 2:
Roughing out the pocket in accordance with the path indicated in the
diagram climb milling (see Step 2). In the working plane the stepover
is no greater than the radius of the current tool. The stepover distance
of the last pass around the pocket is equal to the finish allowance. The
operator chooses the appropriate pecking depth in the tool axis.
Step 3:
This procedure repeats itself until the entered depth B is reached.
Input into cycle for RECTANGLE POCKET
Starting position
(enter absolute value, referenced to datum)
End depth
(enter absolute value, referenced to datum)
Center in X
Center of the pocket in the main axis of the working plane.
Center in Y
Center of the pocket in the secondary axis of the working plane.
Size length in X
Length of the pocket in the direction of the main axis.
Size length in Y
Length of the pocket in the direction of the secondary axis.
Direction
(counter-clockwise or clockwise)
Finish allowance
Finishing allowance in the working plane.
Step 1 in rectangle pocket
Step 2 in rectangle pocket
Step 3 in rectangle pocket