Dowel for hot service – Goulds Pumps 3600 - IOM User Manual
Page 53
Commissioning, Startup, Operation, and Shutdown
1. Drill two holes through the pump foot and pump pedestal. Position each hole between the
hold-down bolt and the end of the pump foot at the coupling end on both sides.
2. Ream the holes with a number 7 taper pin reamer to the proper fit with the taper dowel pins.
Insert the pins deep enough so that only the threaded portions are exposed when the pins
are fully seated.
3. Seat the taper pins firmly in the holes with a hardwood block or soft-faced hammer.
If you should ever need to remove the dowel pins, tighten the hex nuts provided on the pins. If
the pins are not seated deeply enough, put a spacer under the hex nuts in order to lift the pins
free when the hex nuts are tightened.
NOTICE:
Always remove the dowel pins before removing the casing. Failure to do so can result in casing
damage.
Dowel for hot service
Required tools:
• One 1.00 in. dowel pin
• One 1.00 in. reamer
• Grinder
• 1.00 in. magnetic-based drill
NOTICE:
This procedure must be done only after the pump is properly aligned with the driver on the
baseplate.
1. Remove the hold-down bolts from the pump feet that are furthest from the coupling.
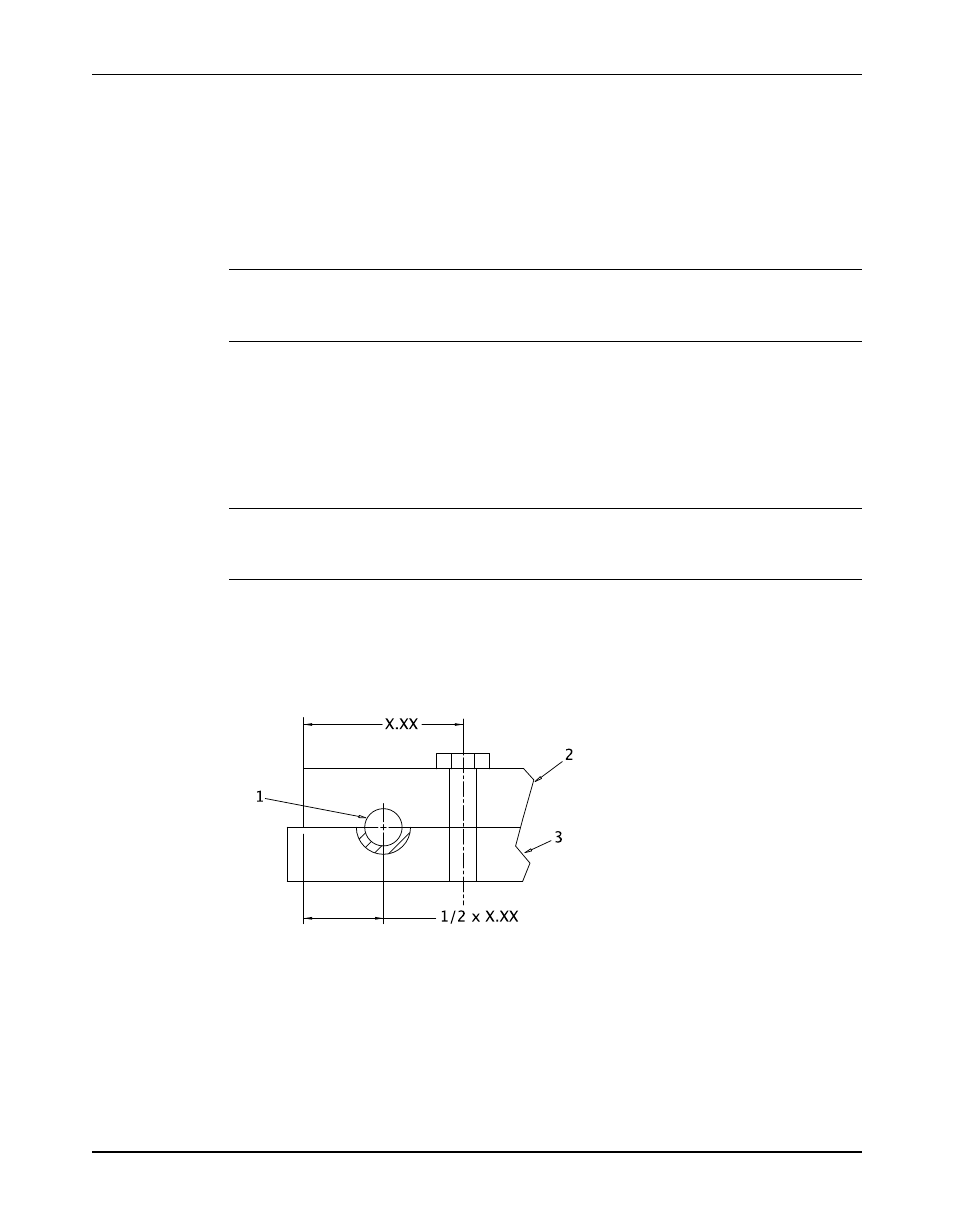
2. Scribe a mark midway between the end of the pump foot and the hold-down bolt hole
centerline, parallel with the pump axis.
3. Re-torque the hold-down bolt between the pump foot and the pump pedestal.
4. Mill or grind a spot on the pump pedestal to make it flush with the pump foot.
5. Drill and ream for a 1.00 in. dowel pin, keeping the pin flush with the pump foot.
1. Dowel, 1.00 in. diameter X 1.5 in. long
2. Pump foot
3. Pedestal
Model 3600, API 610 8th, 9th, 10th & 11th Editions (ISO 13709) Installation, Operation, and Maintenance Manual
51