Decpnt, T base, Sclfac – Red Lion PAX2S User Manual
Page 21: Lo cut, Disply, Pwrup, Totalizer (integrator) parameters ( total )
21
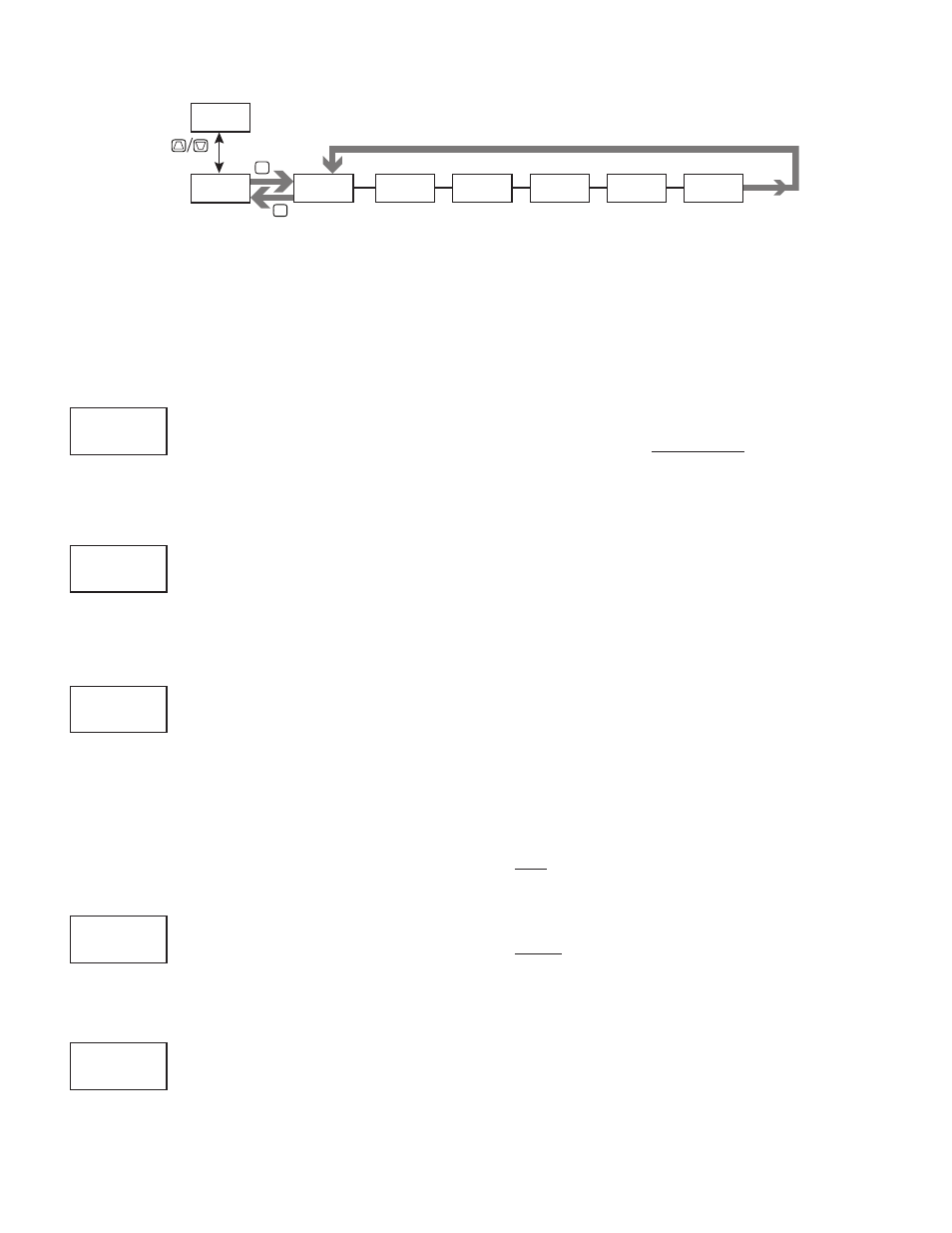
dECPNt
0.000
tOt
t bASE
MIN
tOt
SCLFAC
1.000
tOt
Lo Cut
-1999.99
tOt
Decimal
Point
Time Base
Scale Factor
Low Cut
Value
dISPLY
tOtAL
PWrUP
N0
tOt
Power Up
Reset
Pro
dISPLY
Pro
NO
F1
F2
P
D
TOTALIZER (INTEGRATOR) PARAMETERS (tOtAL)
The totalizer accumulates (integrates) the Relative Input Display value using
one of two modes. The first is using a time base. This can be used to provide an
indication of total flow, usage or consumption over time. The second is through
a user input or function key programmed for Batch (one time add on demand).
This can be used to provide a readout of total weight, useful in weight based
filling operations. If the Totalizer is not needed, its display can be locked-out and
this module can be skipped during programming.
TOTALIZER DECIMAL POINT
0
0.0
0.00
0.000
0.0000
For most applications, this should match the Input Display Decimal Point
(dECPNt). If a different location is desired, refer to Totalizer Scale Factor.
TOTALIZER TIME BASE
SEC
-seconds (/1)
MIN
-minutes (/60)
hour
-hours (/3600)
dAY
-days (/86400)
This is the time base used in Totalizer accumulations. If the Totalizer is being
accumulated through a user input programmed for Batch, then this parameter
does not apply.
TOTALIZER SCALE FACTOR
0.001
to
65.000
For most applications, the Totalizer reflects the same decimal point location
and engineering units as the Input Display. In this case, the Totalizer Scale
Factor is 1.000. The Totalizer Scale Factor can be used to scale the Totalizer to
a value that is different than the Input Display. Common possibilities are:
1. Changing decimal point location (example tenths to whole)
2. Average over a controlled time frame.
Details on calculating the scale factor are shown later.
If the Totalizer is being accumulated through a user input programmed for
Batch, then this parameter does not apply.
TOTALIZER LOW CUT VALUE
-199999
to
999999
A low cut value disables Totalizer when the Input Display value falls below
the value programmed.
TOTALIZER POWER UP RESET
NO
-
do not reset buffer
YES
-
reset buffer
The Totalizer can be reset to zero on each meter power-up by setting this
parameter to YES.
TOTALIZER BATCHING
The Totalizer Time Base is overridden when a user input or function key is
programmed for store batch (bAt). In this mode, when the user input or function
key is activated, the Input Display reading is multiplied by the totalizer scale
factor and then one time added to the Totalizer (batch). The Totalizer retains a
running sum of each batch operation until the Totalizer is reset. This is useful in
weighing operations, when the value to be added is not based on time but after
a filling event.
TOTALIZER USING TIME BASE
Totalizer accumulates as defined by:
Totalizer Scale Factor = Totalizer Display*
Input Display*
*Value indicated with decimal and all display units after the decimal; Prior to
calculating, “drop” the decimal point leaving all trailing units.
Where:
Input Display = Fixed Input Display value.
Totalizer Display = Totalized value with Input Display constant during a
period of time equal to the Totalizer Time Base.
Example: A PAX2S is monitoring the total weight of material on a 20 ft
conveyor. The conveyor operates at a constant rate of 1 ft/sec. The Totalizer
will calculate the total weight of material output from the conveyor. Although
the PAX2S Input Display indicates lbs in whole units, the Totalizer will be
programmed to display tons in 1/10 units. Note that this application requires
a User Input to enable the Totalizer when the conveyor is running. Accuracy
is dependent on the amount of material and position of material still on the
conveyor. For accurate totalizer reading, the conveyor should be allowed to
“empty” before taking a totalizer reading.
There are several factors to consider in this example. First, the material that
clears the end of the conveyor in 1 second is only 1/20 of the weight being
displayed at any given time (20 ft conveyor @ 1 ft/sec). Second, the Totalizer
display is in tenths of tons, while the input is in pounds.
In order to calculate the Totalizer Scale Factor, choose a constant Input
Display (100) value and then determine the Totalizer Display value that
would result after the period of the Totalizer Time Base (1 hour) selected.
100 lb = 5 lb/sec. → With 100 lb on the conveyor, 5 lbs falls off
20 sec the end of the conveyor each second.
5 lb/sec x 3600 sec = 18,000 lb → 3600 seconds of material passing the end
of the conveyor in an hour.
18,000 lb = 9.0 tons → Conversion of lbs to tons.
2000 lb
Conclusion: Input Display of 100 results in a Totalizer Display of 9.0 after 1
hour of constant and continuous operation. Place these values in the Totalizer
Scale Factor formula as follows:
Totalizer Scale Factor = Totalizer Display* / Input Display*
Totalizer Scale Factor = 9.0/100
Totalizer Scale Factor = 90/100 **
Totalizer Scale Factor = 0.9
* This value should include the decimal and all display units after the decimal.
** This step requires that the decimal be “dropped”, but all other digits remain.
dECPNt
0.000
tOt
t bASE
MIN
tOt
SCLFAC
1.000
tOt
Lo Cut
-1999.99
tOt
PWrUP
NO
tOt