Grain Systems PNEG-526 User Manual
Page 152
e
-
.
,
w
A-1
2
i
I
I
I
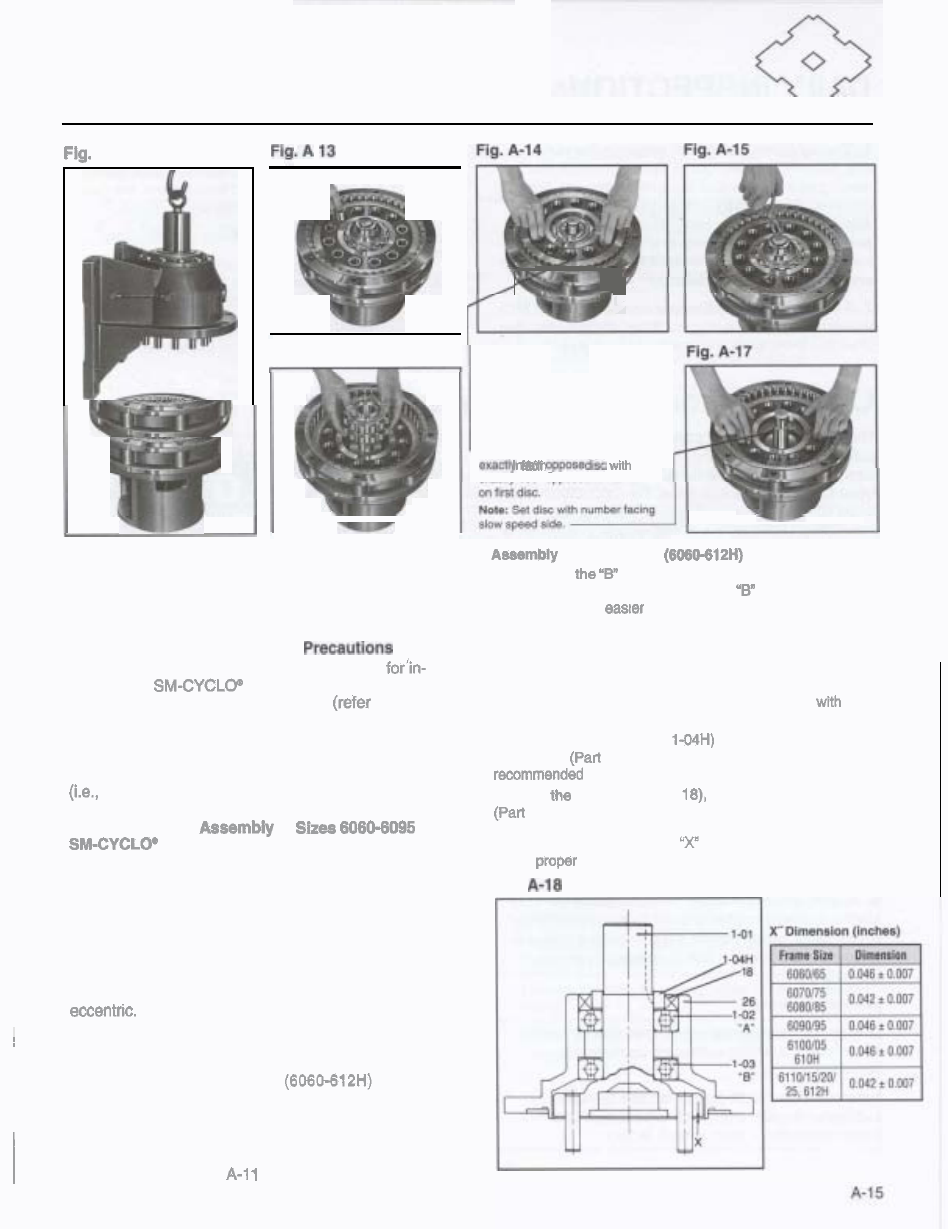
Note:
number
slow speed
number
side.
b. Apply grease to the raceway of the eccentric on the
Of Output
Slde
disc. Fix the rollers and set disc in place.
1.
Assemble
bearing (Part No.
1-03)
on the slow
c. Insert the spacer ring and set second disc in such a
speed shaft (Part No.
1-01).
Heating
of
bearing is
way that mark is 180' opposed to mark on the bottom
recommended for
assembly.
disc.
Note.
Do
not exceed temperature
of
200°F.
Eccentric Bearing Replacement
2.
Assemble Me casing (Part No.
26)
over the slow speed
The eccentric bearings are specially designed
shaft (Part No.
1-01),
being sure to maintain
"X"
(Fig.
A-18).
stallation on
Reducers. They are special
3.
Carefully tap bearing
'A"
(Part No.
1-02)
onto the slow
roller bearings without outer raceways
to the list
speed shaft (Part No.
1-01)
until the bearing is flush
the
of bearings on pages A-12
-
A-13).
shoulder of the casing.
It is necessary to insert replacement bearings with
4.
Place the collar (Part No.
onto the slow
numbered surfaces of the inner raceways facing
speed shaft
No.
1-01).
Heating Me collar is
outward. Note that incorrect insertion of the bearings
for easier assembly.
insertion of bearings with numbered surfaces
5.
Insert
oil seal (Part No.
lip in, into the casing
inside) causes trouble.
No.
26).
Disassembly
and
of
Reducers
Note:
Measure for dimension
preferably in
3
places
to
Small sizes 6060-6095 have a single disc system, so
insure
spacing.
they differ in construction from larger sizes in the
Fig.
following ways:
1.
A
balance weight is provided in lieu
of
the two-disc
system. Refer to figure A-18.
2. The balance weight must be positioned exactly 180"
as opposed to that of the eccentric.
i
3. There are no end plates on either side of the
In all other respects,
6060-6095 have
exactly the same construction as the larger sizes.
Follow the instructions given under "Disassembly and
Assembly".
Disassembly Of Output Side
1.
With casing supported, tap output shaft until it is
disengaged from casing.
2. Remove bearing "A" by using pulling tool.
3. Replace all bearings, gaskets and seals when
reassembling. (Pages
-
A-13).
.
,
Flg.
A-16