Siemens Simotion A4027118-A0414 User Manual
Page 67
Section C: Integrating the core “flying saw” functions
Program environment and interfaces
Flying Saw with SIMOTION
A4027118-A0414
V 1.4
Release 06/06/08
67/107
C
opyr
ight
©
Si
em
ens
AG 2
0
08
Al
l r
ights r
e
s
e
rv
ed
M
anual_
S
IM
OTION Fl
ying Saw
_
V1
.4.
d
oc
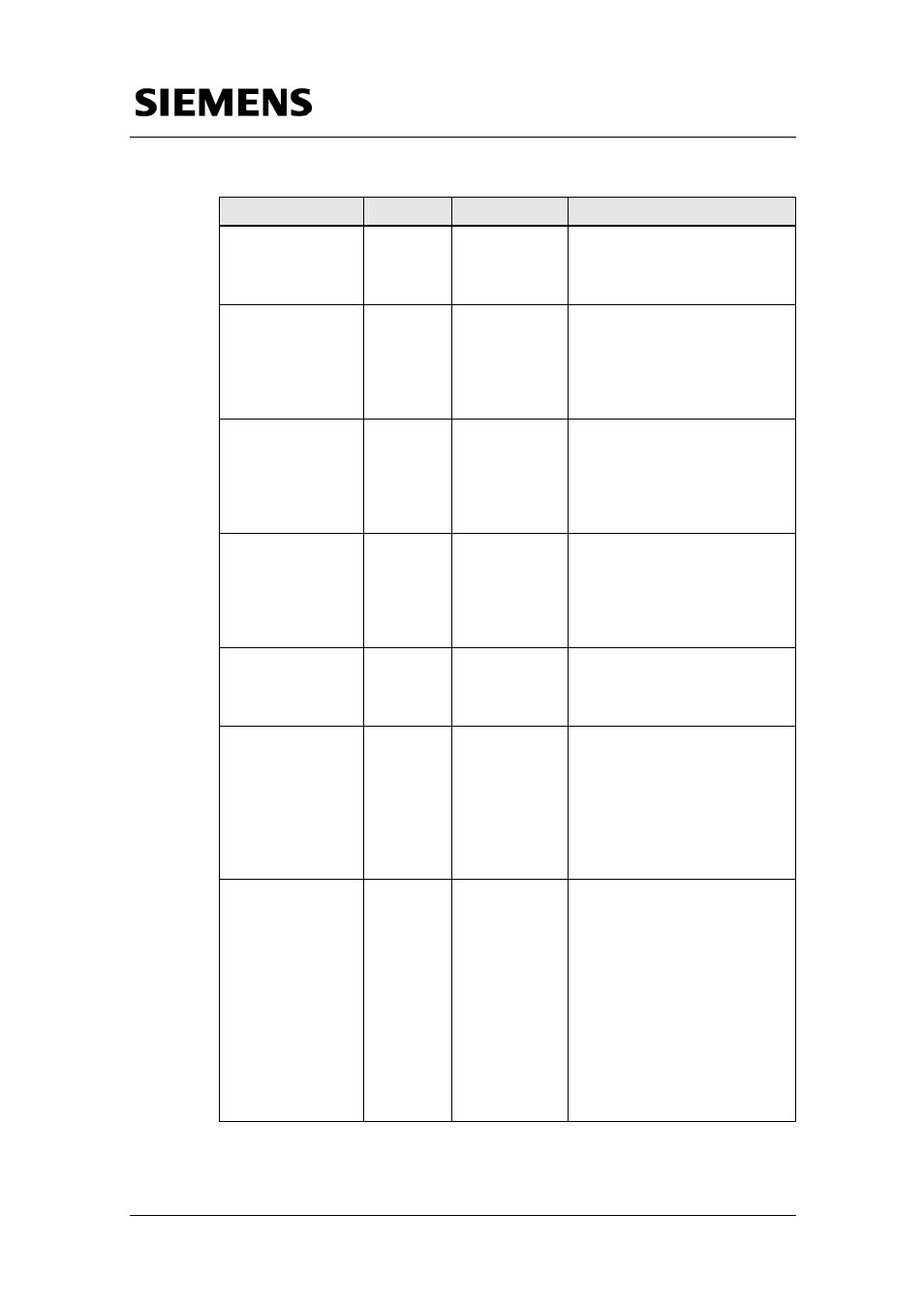
Parameter
Data type
Initial value
Description
Mode INT
0 Using Mode, the mode is pre-
selected that is activated with
the next positive signal edge at
the execute input.
StopCutting BOOL
False
When this bit is set, the module
is informed that cutting has
been completed and a gap can
be created or the cutting device
can be withdrawn from the
material.
KnifeOut BOOL
False When this bit is set, the module
is signaled that the cutting
device is no longer in contact
with the material and the
cutting device can be returned
to its starting position.
Gap BOOL
False
If this bit is set, after a cut, the
flying saw generates a gap
between the cut piece of
material web and the material
web using a superimposed
motion of the cutting device.
OnTheSpotCut BOOL False
When this bit is set, a
synchronous position is
immediately generated on the
material web for the next cut.
PMGenerationMod
e
INT
PM_CALCULA
TED
PM_CALCULATED:
The next cut position is defined
automatically after running one
cutlength.
PM_MEASURED:
The next cut position is defined
by printmark detection.
TypeOfSynchronis
ation
INT BY_TIME
BY_TIME:
The synchronizing is done
according to dynamic values
entered.
BY_LEADING_AXIS_VALUE:
The synchronizing is done
according to leading axis
values. The master synclength
is set to a value as twice as
slave synclength automatically.
This causes an asymptotic
synchronization.