4 status displays, General" status display, Status displays – HEIDENHAIN TNC 640 (34059x-04) ISO programming User Manual
Page 75: Status displays 2.4
Status displays
2.4
2
TNC 640 | User's Manual for DIN/ISO Programming | 3/2014
75
2.4
Status displays
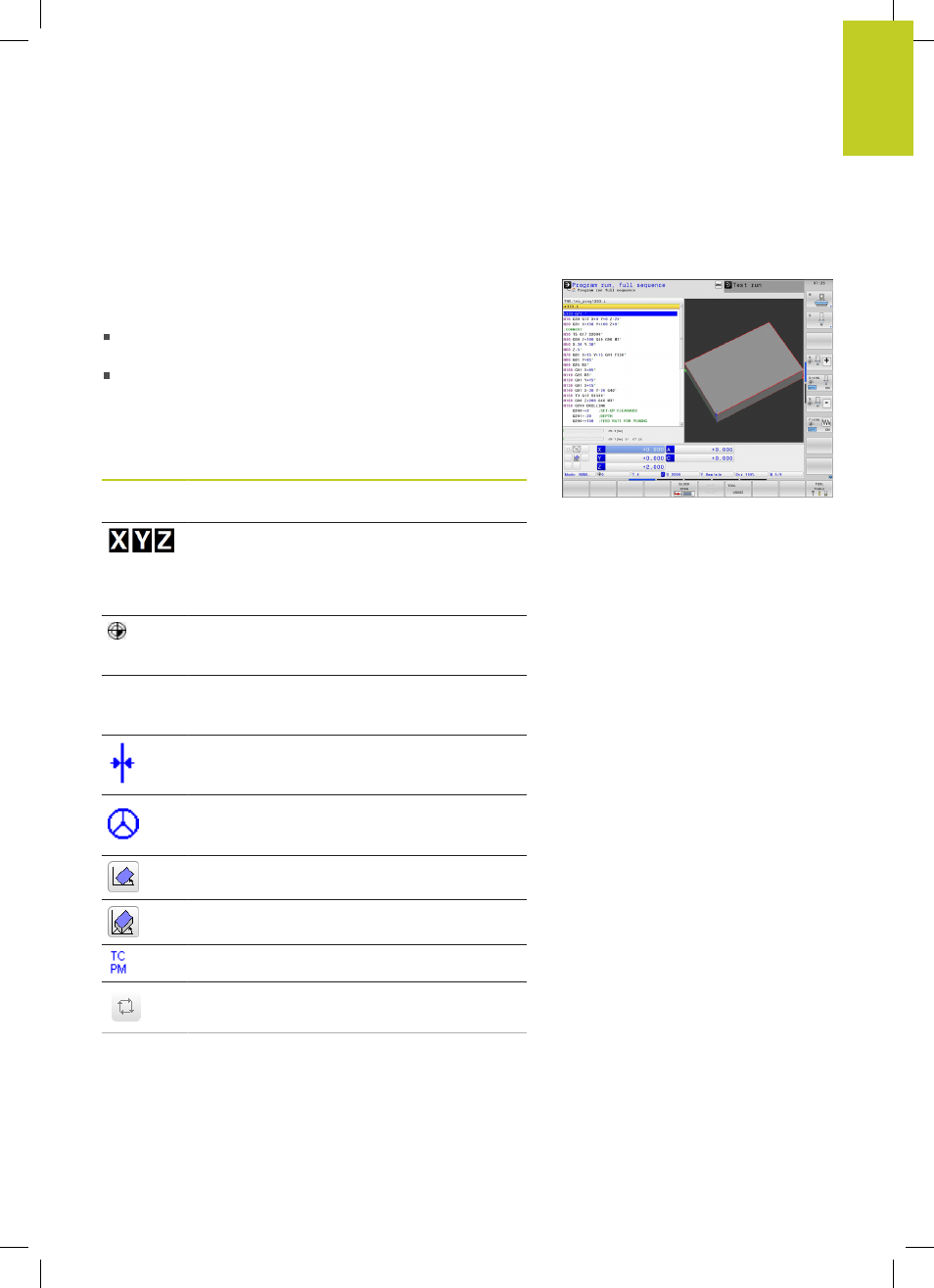
"General" status display
The status display in the lower part of the screen informs you of
the current state of the machine tool. It is displayed automatically in
the following modes of operation:
Program Run, Single Block and Program Run, Full Sequence,
except if the screen layout is set to display graphics only, and
Positioning with Manual Data Input (MDI).
In the Manual Operation and El. Handwheel modes the status
display appears in the large window.
Information in the status display
Icon
Meaning
ACTL.
Position display: Actual, nominal or distance-to-go
coordinates mode
Machine axes; the TNC displays auxiliary axes in
lower-case letters. The sequence and quantity of
displayed axes is determined by the machine tool
builder. Refer to your machine manual for more
information
Number of the active presets from the preset
table. If the datum was set manually, the TNC
displays the text
MAN behind the symbol
F S M
The displayed feed rate in inches corresponds to
one tenth of the effective value. Spindle speed S,
feed rate F and active M functions
Axis is clamped
Axis can be moved with the handwheel
Axes are moving under a basic rotation
Axes are moving in a tilted working plane
The
M128 function or TCPM FUNCTION is active
No active program