Approaching and departing a contour 6.3 – HEIDENHAIN TNC 640 (34059x-04) ISO programming User Manual
Page 203
Approaching and departing a contour
6.3
6
TNC 640 | User's Manual for DIN/ISO Programming | 3/2014
203
Example NC blocks
N50 G00 G40 G90 X-30 Y+50 *
Starting point
N60 G01 G41 X+0 Y+50 F350 *
First contour point
N70 G26 R5 *
Tangential approach with radius R = 5 mm
. . .
PROGRAM CONTOUR BLOCKS
. . .
Last contour point
N210 G27 R5 *
Tangential departure with radius R = 5 mm
N220 G00 G40 X-30 Y+50 *
End point
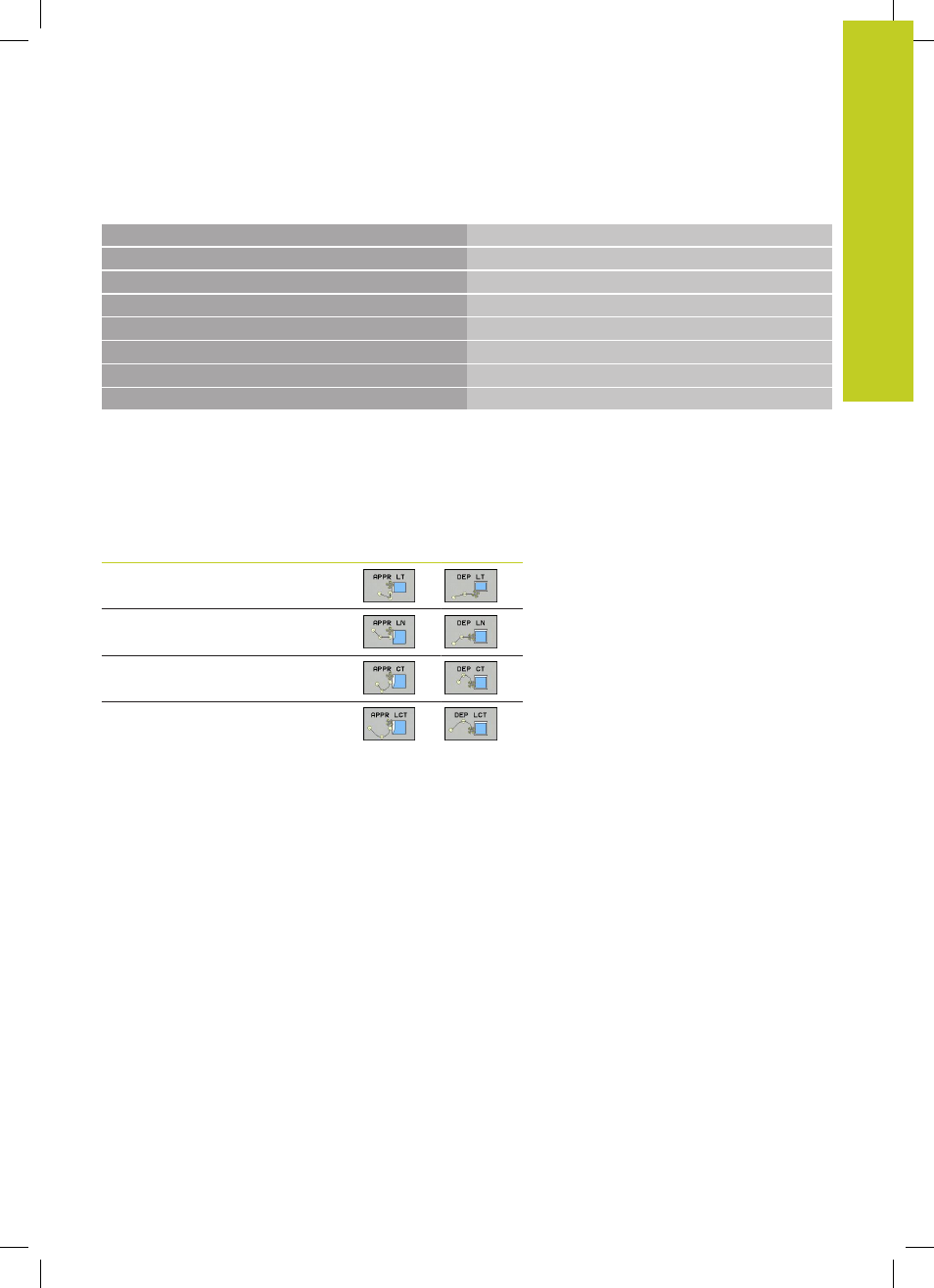
Overview: Types of paths for contour approach and
departure
The functions for contour approach
APPR and departure DEP are
activated with the
APPR/DEP key. You can then select the desired
path function with the corresponding soft key:
Function
Approach Departure
Straight line with tangential
connection
Straight line perpendicular to a
contour point
Circular arc with tangential
connection
Circular arc with tangential
connection to the contour. Approach
and departure to an auxiliary point
outside the contour on a tangentially
connecting line
Approaching and departing a helix
The tool approaches and departs a helix on its extension by moving
in a circular arc that connects tangentially to the contour. You
program helical approach and departure with the
APPR CT and DEP
CT functions.