Inclined turning – HEIDENHAIN TNC 640 (34059x-04) ISO programming User Manual
Page 447
Basis Functions (Software Option 50) 14.2
14
TNC 640 | User's Manual for DIN/ISO Programming | 3/2014
447
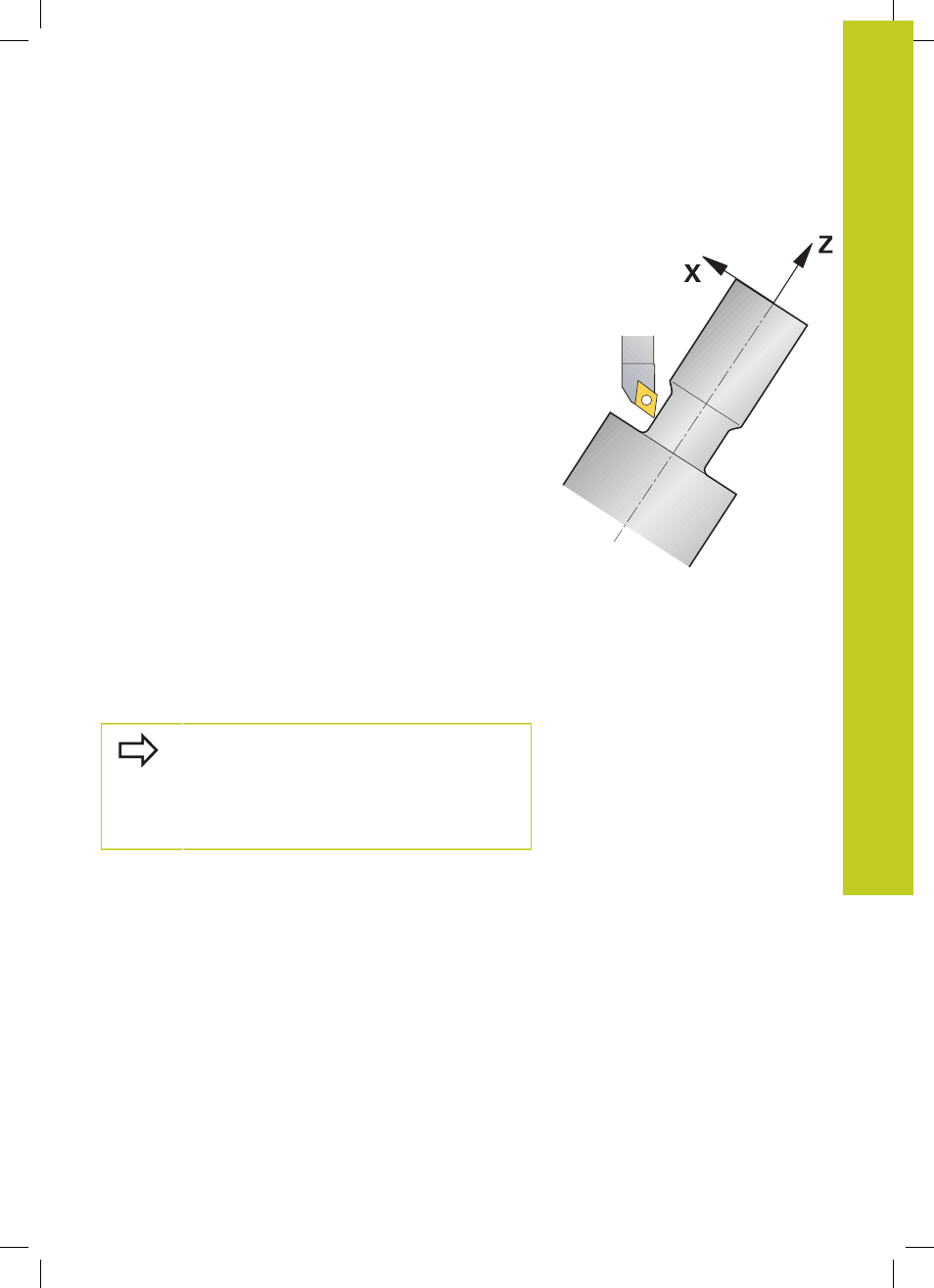
Inclined turning
It may sometimes be necessary for you to bring the swivel axes
into a specific position to machine a specific process. This can
be necessary for example when you can only machine contour
elements according to a specific position due to tool geometry.
Inclining a swivel axis creates an offset from tool to tool. The
function
M144 considers the position of the inclined axes and
compensates this offset. In addition the function
M144 aligns the
Z direction of the workpiece coordinate system to the direction
of the centerline of the tool. If an inclined axis is a tilting table, so
that the workpiece is sloping, the TNC runs traverse movements in
the displaced workpiece coordinate system. If the inclined axis is
a swivel head (tool is sloping) the workpiece coordinate system is
not displaced.
After inclining the swivel axis you may have to again pre-position
the tool in the Y coordinates and orient the position of the tool tip
with the cycle 800.
Alternatively to function
M144 you can also use function M128. The
effect is identical, but the following limitation applies: The TNC can
also run tool tip radius compensation during inclined processing.
If you activate inclined processing with M128 then tool tip radius
compensation without a cycle, i.e. in traversing blocks with
RL/RR,
is not possible. If you activate inclined processing with
M144 this
limitation does not apply.
If the turning cycles are executed with
M144, the angles of the
tool to the contour change. The TNC automatically takes these
modifications into account and thus also monitors the machining in
inclined state.
You can use recessing cycles and thread cycles with
inclined machining only with a rectangular tool angle
(+90°, -90°).
Tool compensation
FUNCTION TURNDATA CORR-
TCS is always effective in the tool coordinate system,
even during inclined machining.