Introduction – HEIDENHAIN TNC 640 (34059x-04) ISO programming User Manual
Page 428
Programming: Turning Operations
14.1 Turning Operations on Milling Machines (Software Option 50)
14
428
TNC 640 | User's Manual for DIN/ISO Programming | 3/2014
14.1
Turning Operations on Milling
Machines (Software Option 50)
Introduction
Special types of milling machines allow performing both milling and
drilling operations. A workpiece can thus be machined completely
on one machine without rechucking, even if complex milling and
turning applications are required.
Turning operations are machining processes by which workpieces
are rotated, thus implementing the cutting movements. A fixed
tool carries out infeed and feed movements. Turning applications,
depending on machining direction and task, are subdivided into
various production processes, e.g. longitudinal turning, face
turning, groove turning or thread turning. The TNC offers you
several cycles for each of the various production processes (see
User's Manual, Cycles, "Turning" chapter).
On the TNC you can simply switch between Milling and Turning
mode within the NC program. In Turning mode, the rotary table
serves as turning spindle, whereas the milling spindle with the tool
is fixed. This enables rotationally symmetric contours to be created.
The preset must be in the center of the turning spindle.
With the management of turning tools, other geometric
descriptions are considered than with milling or drilling tools. To be
able to execute tool radius compensation, for example, you have
to define the tool radius. To support these definitions, the TNC
provides special tool management for turning tools, See "Tool data",
page 435.
Different cycles are available for machining. These can also be used
with additionally inclined swivel axes: page 447
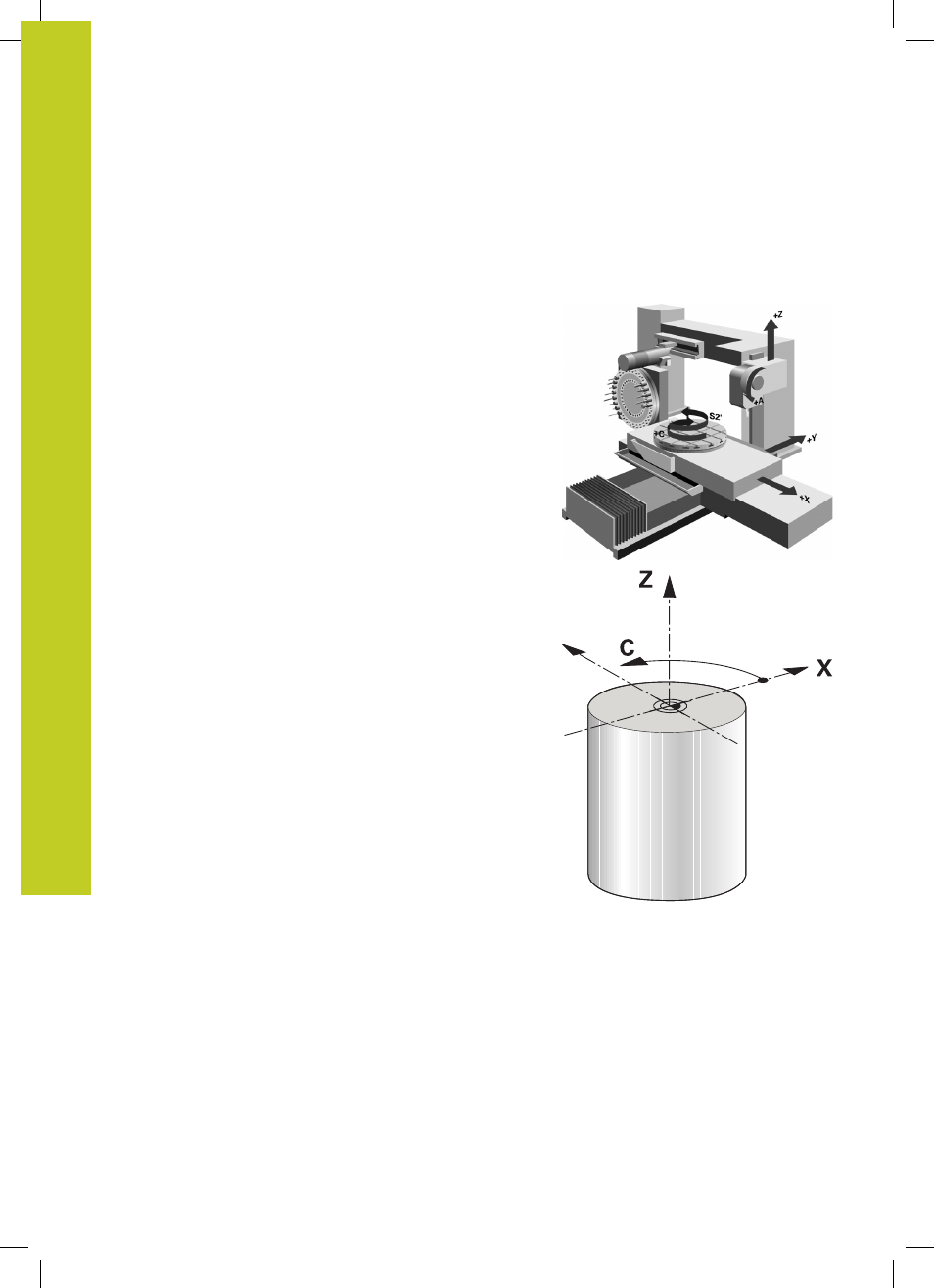
The assignment of the axes with turning is defined so that the
X coordinates describe the diameter of the workpiece and the Z
coordinates the longitudinal positions.
Programming is thus always done in the XZ coordinate plane. The
machine axes to be used for the required motions depend on the
respective machine kinematics and are determined by the machine
manufacturer. This makes NC programs with turning functions
largely exchangeable and independent of the machine model.