2 opening programs and entering, Organization of an nc program in din/iso format, Opening programs and entering – HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 97: W program: see "opening programs and entering, Opening programs and entering 3.2
Opening programs and entering
3.2
3
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
97
3.2
Opening programs and entering
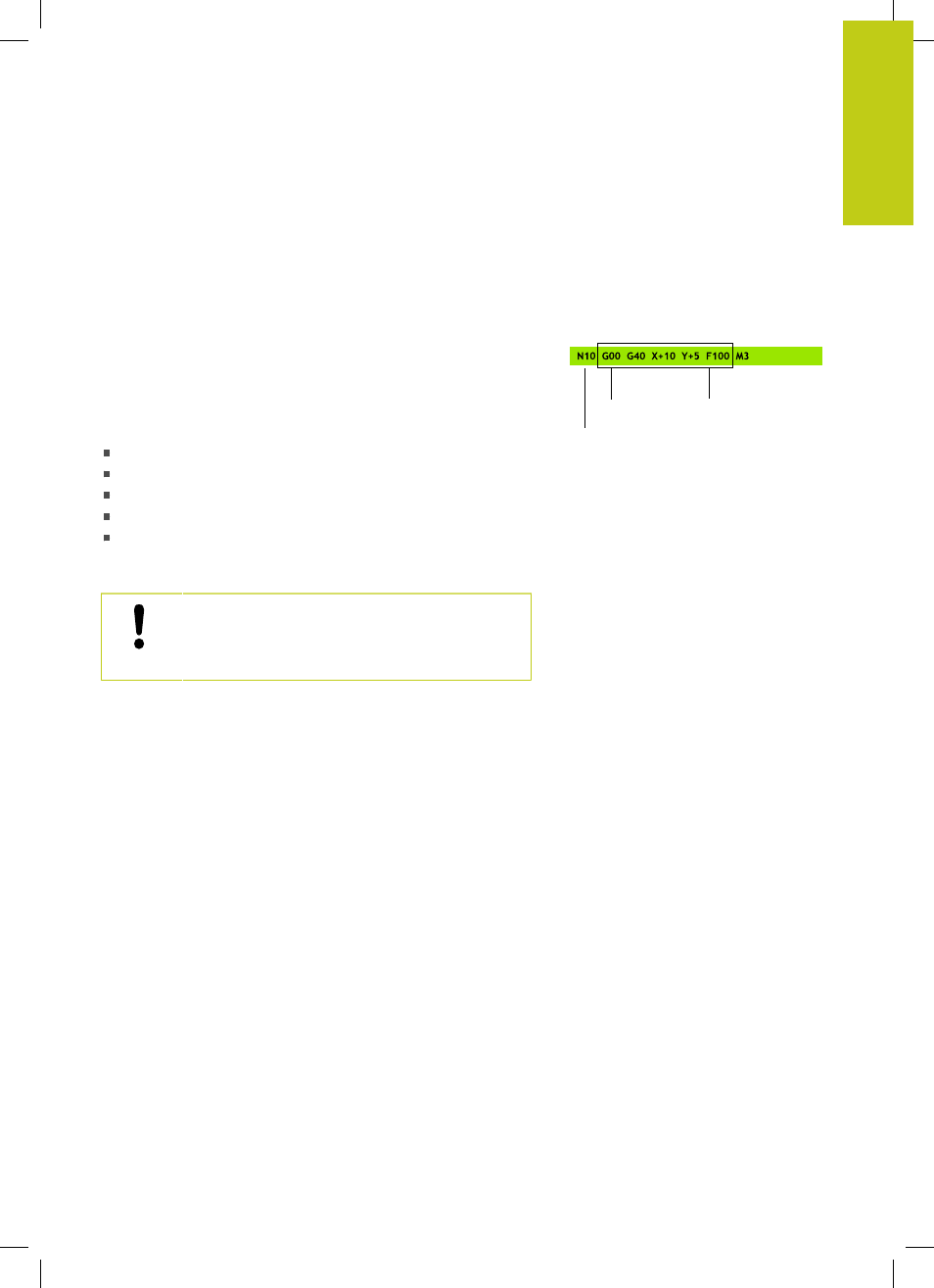
Organization of an NC program in DIN/ISO format
A part program consists of a series of program blocks. The figure at
right illustrates the elements of a block.
The TNC numbers the blocks of a part program automatically
depending on machine parameter
blockIncrement
(105409). The
machine parameter
blockIncrement
(105409) defines the block
number increment.
The first block of a program is identified by
%, the program name
and the active unit of measure.
The subsequent blocks contain information on:
The workpiece blank
Tool calls
Approaching a safe position
Feed rates and spindle speeds, as well as
Path contours, cycles and other functions
The last block of a program is identified by
N99999999 the
program name and the active unit of measure.
After each tool call, HEIDENHAIN recommends
always traversing to a safe position from which the
TNC can position the tool for machining without
causing a collision!
Block number
Path function
Words
Block