HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 411
The PLANE function: Tilting the working plane (software option 8) 12.2
12
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
411
Example for a machine with a rotary table C and a tilting table
A. Programmed function:
PLANE SPATIAL SPA+0 SPB+45 SPC+0
Limit switch
Starting position
SEQ
Resulting axis position
None
A+0, C+0
not prog.
A+45, C+90
None
A+0, C+0
+
A+45, C+90
None
A+0, C+0
–
A–45, C–90
None
A+0, C–105
not prog.
A–45, C–90
None
A+0, C–105
+
A+45, C+90
None
A+0, C–105
–
A–45, C–90
–90 < A < +10
A+0, C+0
not prog.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Error message
None
A+0, C–135
+
A+45, C+90
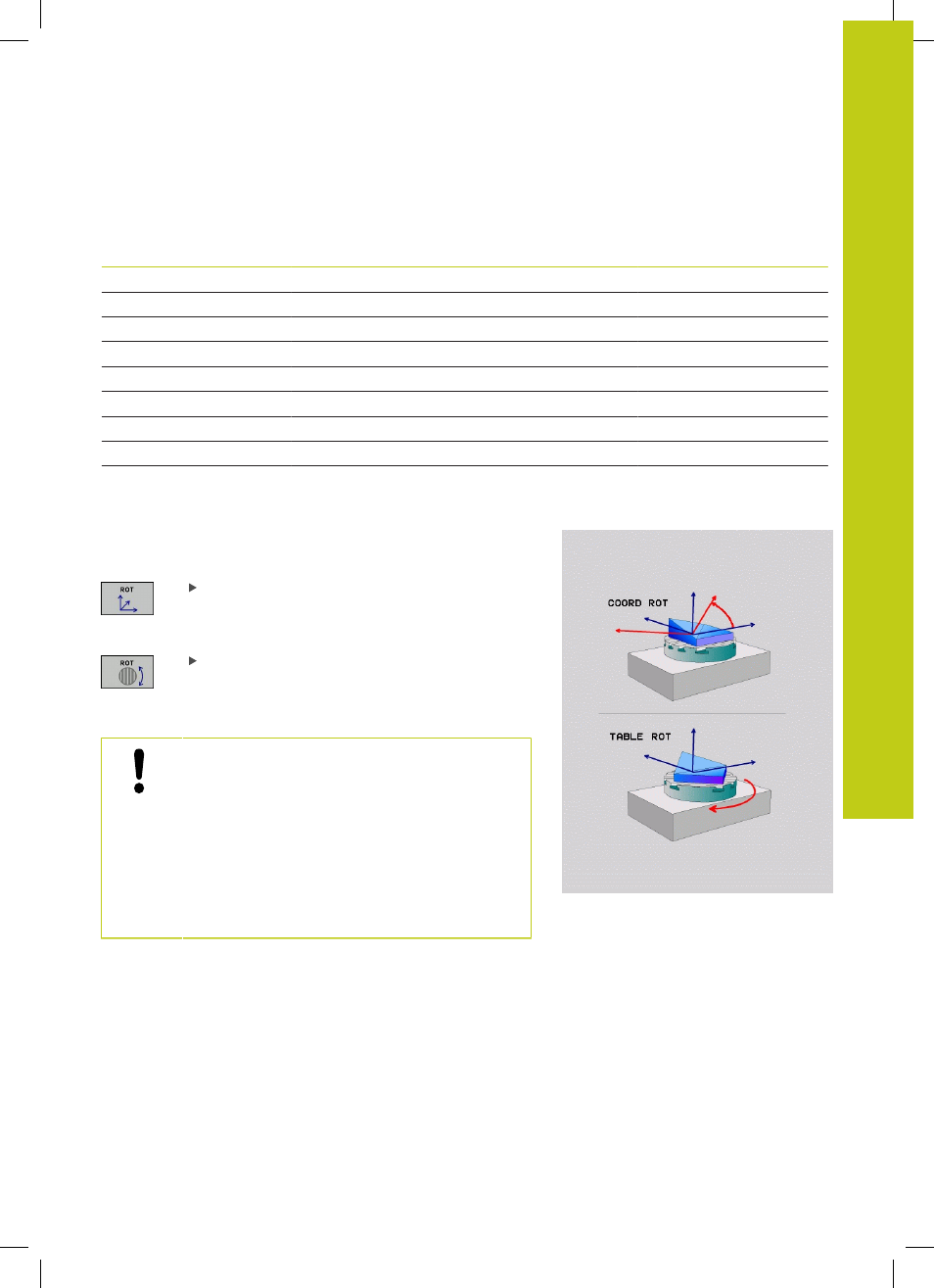
Selecting the type of transformation (entry optional)
For tilting angles that only rotate the coordinate system around
the tool axis, a specific function enables you to define the type of
transformation:
COORD ROT specifies that the PLANE function
should only rotate the coordinate system to the
defined tilting angle. Compensation results by
computing and a rotary axis is not moved
TABLE ROT specifies that the PLANE function
should position the rotary axes to the defined
tilting angle. Compensation results from rotating
the workpiece.
When the
PLANE AXIAL function is used, COORD
ROT and TABLE ROT are nonfunctional.
COORD ROT is active only if tilting is around the tool
axis only, e. g.
SPC+45 with tool axis Z. As soon as
a second swivel axis is required for implementation,
TABLE ROT is automatically active.
If you use the
TABLE ROT function in conjunction
with a basic rotation and a tilting angle of 0, then the
TNC tilts the table to the angle defined in the basic
rotation.