HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 206
Programming: Programming contours
6.3
Approaching and departing a contour
6
206
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
End point
The end point should be selected so that it is:
Approachable without danger of collision
Near to the last contour point
In order to make sure the contour will not be damaged, the
optimal ending point should lie on the extended tool path for
machining the last contour element
Figure at right:
If you set the ending point in the dark gray area, the contour will be
damaged when the end point is approached.
Departing the end point in the spindle axis:
Program the departure from the end point in the spindle axis
separately. See figure at center right.
NC blocks
N50 G01 G40 X+60 Y+70 F700*
N60 G00 Z+250 *
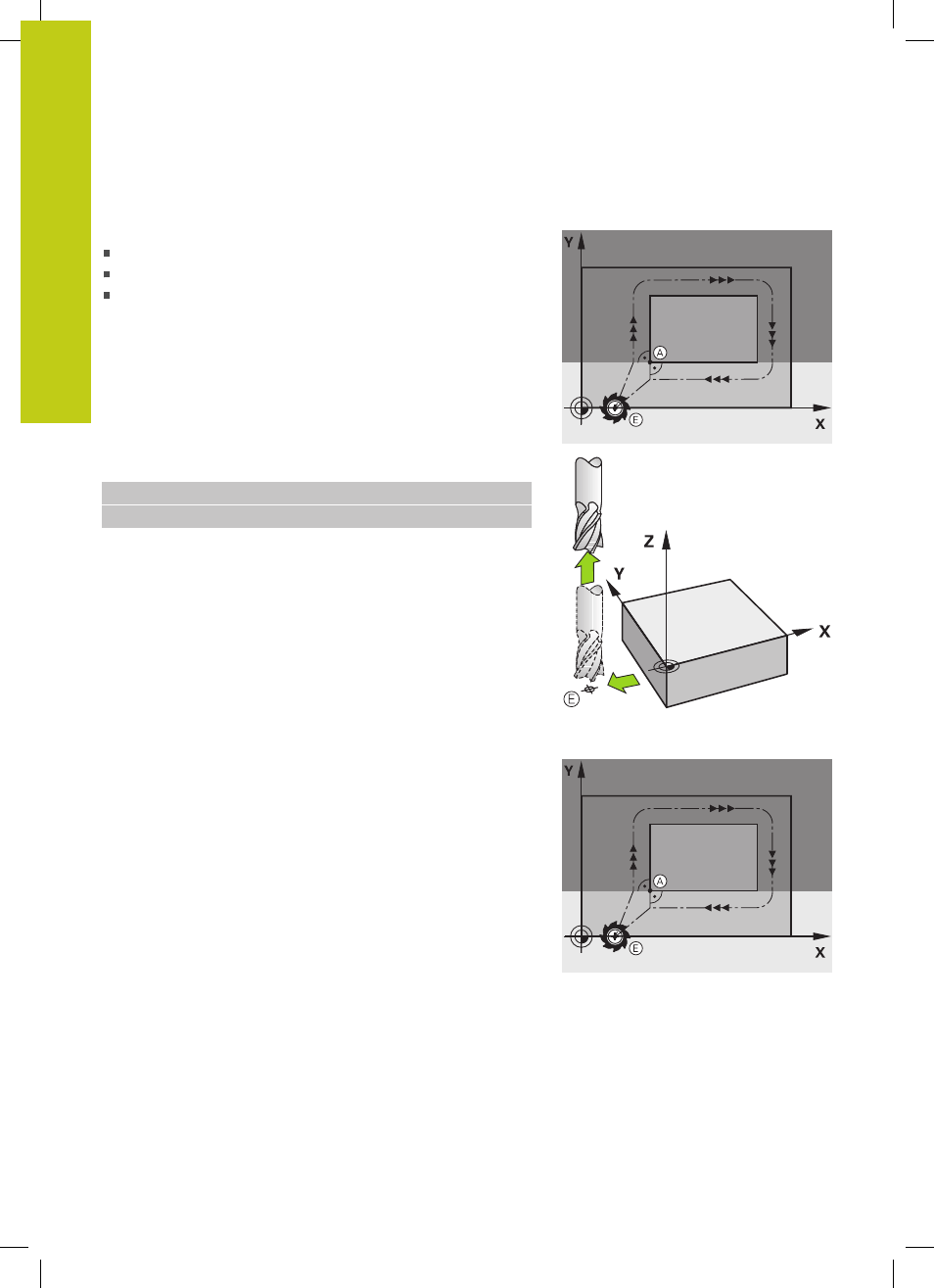
Common starting and end points
Do not program any radius compensation if the starting point and
end point are the same.
In order to make sure the contour will not be damaged, the optimal
starting point should lie between the extended tool paths for
machining the first and last contour elements.
Figure at right:
If you set the ending point in the dark gray area, the contour will be
damaged when the contour is approached / departed.