Path contours - cartesian coordinates 6.4 – HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 217
Path contours - Cartesian coordinates
6.4
6
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
217
Straight line in rapid traverse G00 or straight line
with feed rate F G01
The TNC moves the tool in a straight line from its current position
to the straight-line end point. The starting point is the end point of
the preceding block.
Press the
L key to open a program block for a
linear movement
Press the left arrow key to switch to the input
range for G codes
Press the
G00 soft key if you want to enter a rapid
traverse motion
Coordinates of the end point of the straight line, if
necessary
Radius compensation G40/G41/G42
Feed rate F
Miscellaneous function M
Movement at rapid traverse
You can also use the
L key to create a straight line block for a rapid
traverse movement (
G00 block):
Press the
L key to open a program block for a linear movement
Press the left arrow key to switch to the input range for G codes
Press the
G00 soft key if you want to enter a rapid traverse
motion
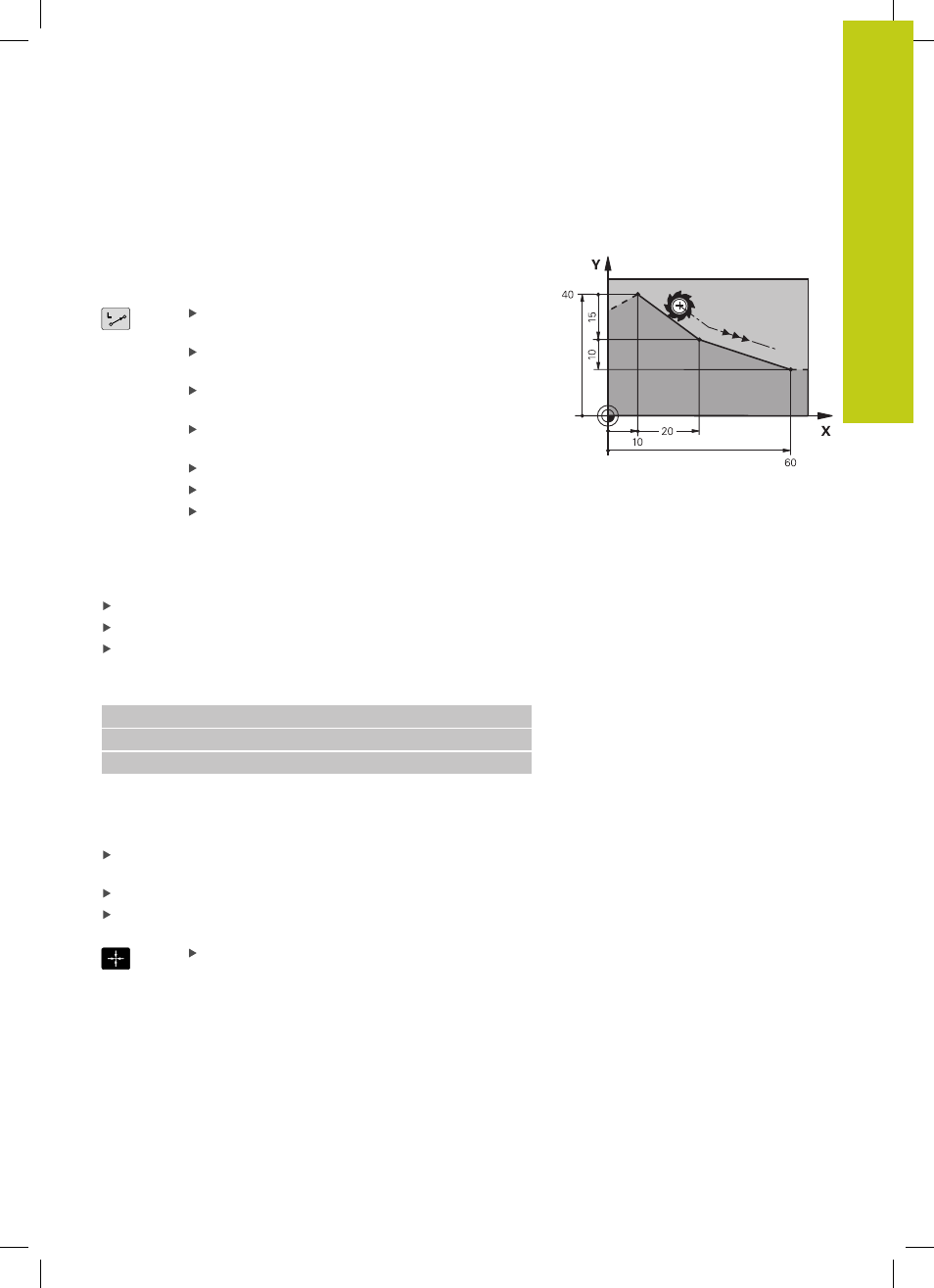
Example NC blocks
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
Capture actual position
You can also generate a straight-line block (
G01 block) by using the
ACTUAL-POSITION-CAPTURE key:
In the Manual Operation mode, move the tool to the position
you want to capture
Switch the screen display to programming.
Select the program block after which you want to insert the
straight line block
Press the
ACTUAL-POSITION-CAPTURE key: The
TNC generates a straight line block with the actual
position coordinates.