Delta values for lengths and radii, Entering tool data into the program, Tool data 5.2 – HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 167
Tool data
5.2
5
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
167
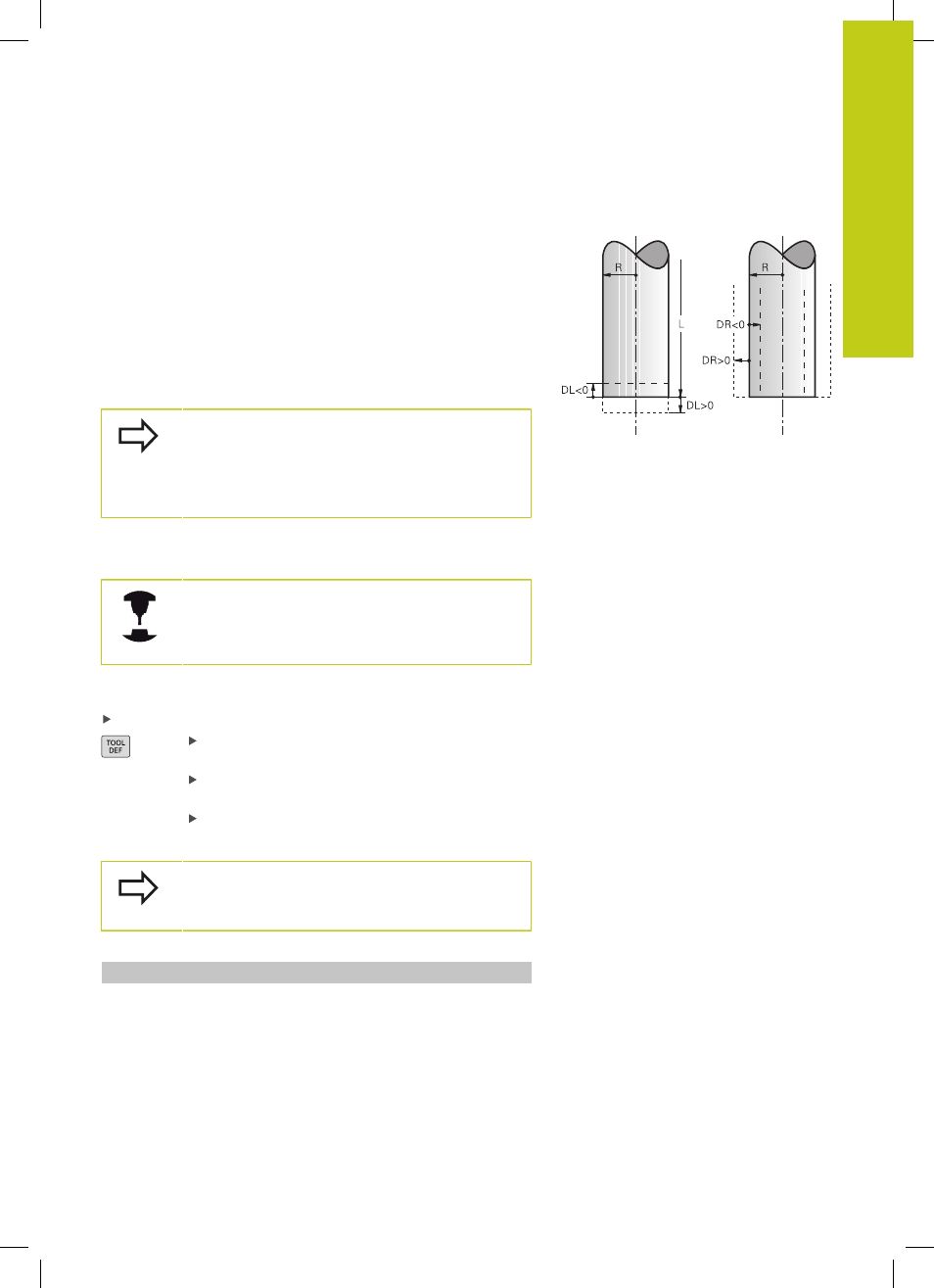
Delta values for lengths and radii
Delta values are offsets in the length and radius of a tool.
A positive delta value describes a tool oversize (
DL, DR, DR2>0). If
you are programming the machining data with an allowance, enter
the oversize value in the
T block of the part program.
A negative delta value describes a tool undersize (
DL, DR, DR2<0).
An undersize is entered in the tool table for wear.
Delta values are usually entered as numerical values. In a
T block,
you can also assign the values to Q parameters.
Input range: You can enter a delta value with up to ± 99.999 mm.
Delta values from the tool table influence the
graphical representation of the clearing simulation.
Delta values from the
T block influence the position
display depending on the machine parameter
progToolCallDL.
Entering tool data into the program
The machine tool builder determines the scope of
function of the
G99 function. Refer to your machine
manual.
The number, length and radius of a specific tool is defined in the
G99 block of the part program:
Select the tool definition: Press the
TOOL DEF key
Tool number: Each tool is uniquely identified by its
tool number
Tool length: Compensation value for the tool
length
Tool radius: Compensation value for the tool
radius
In the programming dialog, you can transfer the value
for tool length and tool radius directly into the input
line by pressing the desired axis soft key.
Example
N40 G99 T5 L+10 R+5 *