Pocket milling—finishing g846 (y axis), 1 1 din plus (y axis): milling cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes User Manual
Page 61
HEIDENHAIN CNC PILOT 4290
61
1
.1
1
DIN PLUS (Y Axis): Milling Cy
cles
Pocket milling—finishing G846 (Y axis)
G846 finishes closed contours defined in the XY or YZ plane in the
program sections:
FACE_Y
REAR_Y
LATERAL_Y
You can change the cutting direction with the “cutting direction H,”
the “machining direction Q” and the direction of tool rotation.
Cycle run
1
Starting position (X, Y, Z, C) is the position before the cycle
begins.
2
Calculate the proportioning of cuts (infeeds to the milling planes,
infeeds in the milling depths) and the plunging paths for
reciprocating or helical plunges.
3
Move to the safety clearance and plunge to the first milling depth.
4
Mill the first plane.
5
Retract by the safety clearance, return and cut to the next milling
depth.
6
Repeat steps 4 and 5 until the complete area is milled.
7
Return to “retraction plane J.”
Parameters—Milling
NS
Block number—reference to the contour description
P
(Maximum) milling depth (infeed in the working plane)
R
Radius of approaching/departing arc (default: 0)
R=0: The contour element is approached directly; Feed to
the starting point above the milling plane, then vertical
plunge.
R>0: Tool moves on approaching/departing arc that
connects tangentially to the contour element.
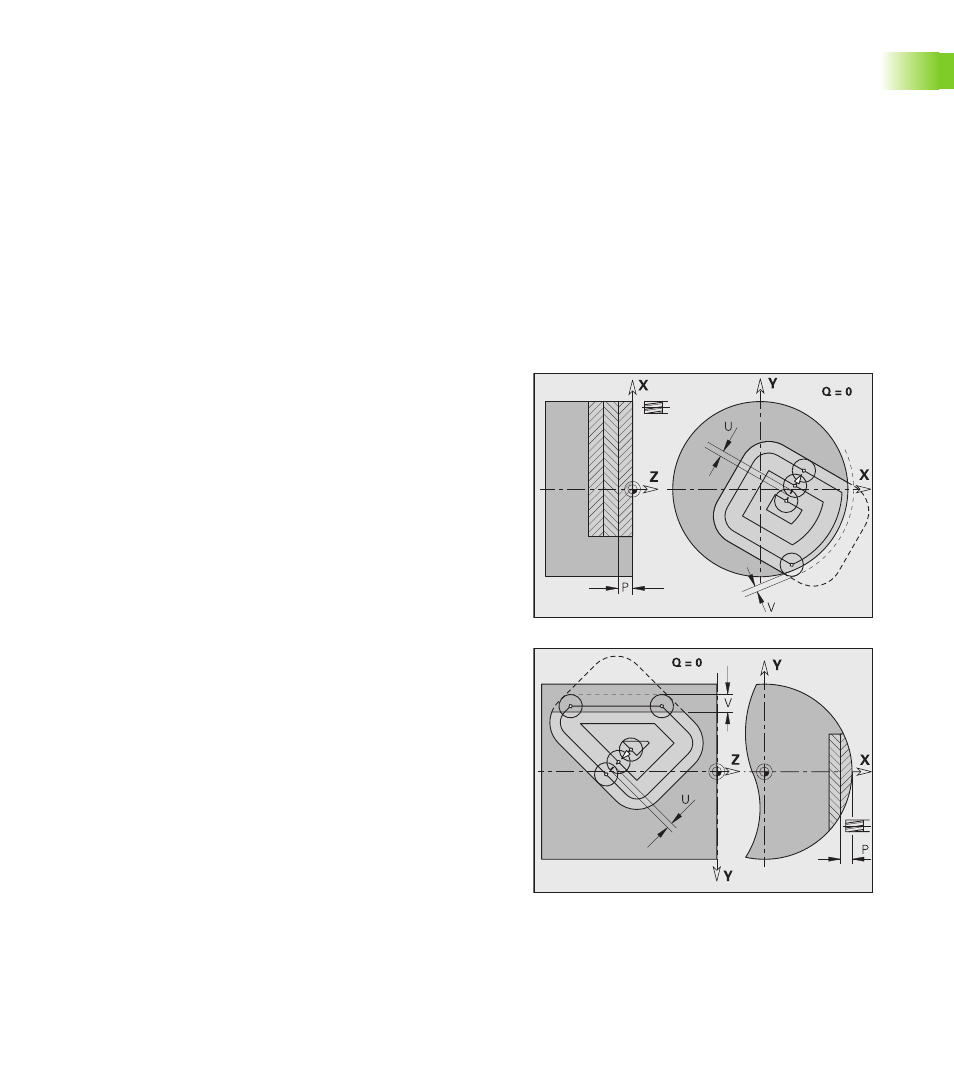
U
(Minimum) overlap factor. Defines the overlap of milling paths
(default: 0.5).
Overlap = U*milling diameter
V
Overrun factor if the milling contour lies partly outside the
turning contour:
0: The defined contour is milled completely
0 < V <= 1: Overrun = V*milling diameter
H
Cutting direction (default: 0)
H=0: Up-cut milling
H=1: Climb milling
F
Feed rate for infeed (default: active feed rate)