Tool compensation in automatic mode, 2 manual contr o l and a u to matic modes – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes User Manual
Page 19
HEIDENHAIN CNC PILOT 4290
19
1
.2 Manual Contr
o
l and A
u
to
matic Modes
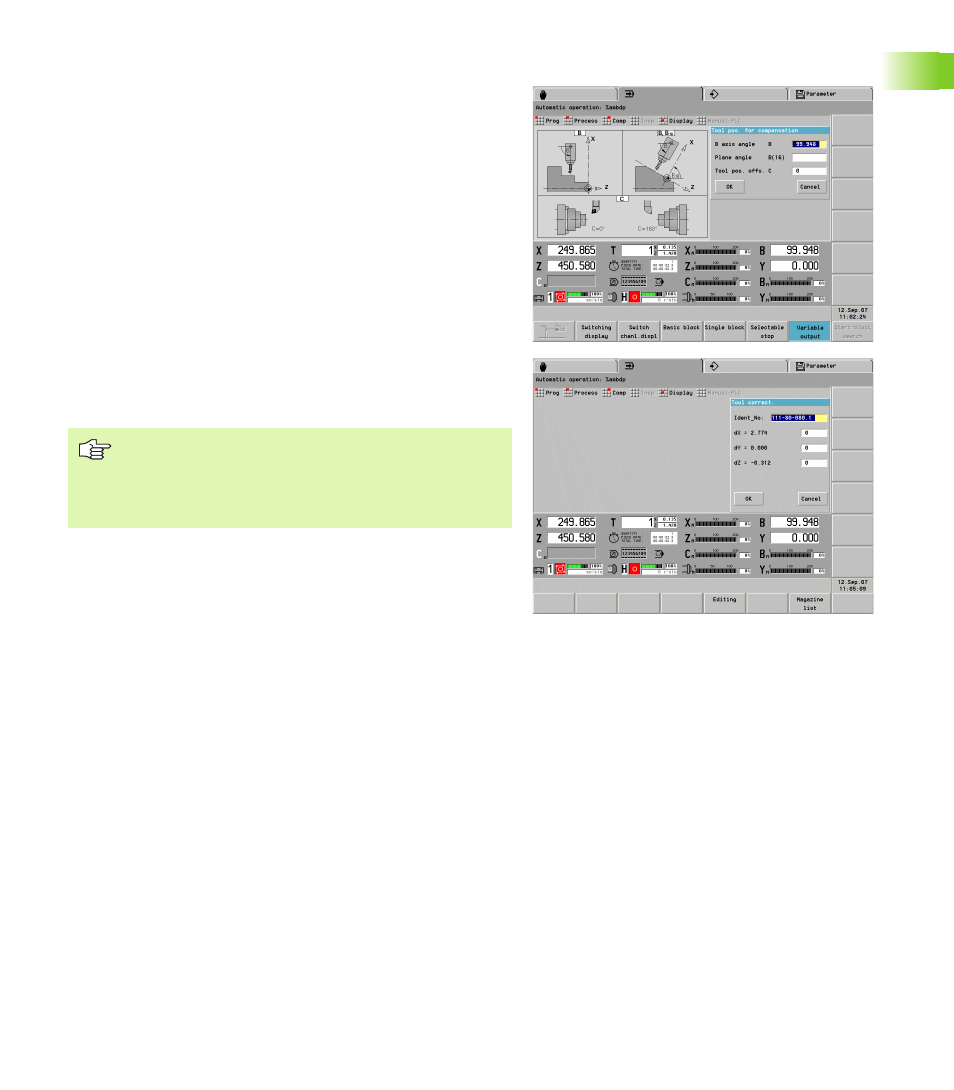
Tool compensation in automatic mode
Tool compensation: Determine the compensation values referenced
to the current tilt angle of the B axis and the position angle of the tool.
The control converts the measured data into dimensions referenced to
the position B=0 and saves them in the tool database.
U
Select “Comp > Tool compensation” in automatic
mode. The control opens the “Tool correct.” dialog
box.
U
Enter the parameters and click OK to close the dialog
box.
U
In the “Tool correct.” dialog box, the control indicates
the compensation values referenced to the B axis
angle specified in the previous dialog box.
U
Enter the new compensation values.
In the “T” box (machine display), the control indicates the
compensation values referenced to the current B axis angle and the
tool position angle.
Additive compensation values are independent of the tool data.
The compensation values are effective in the X, Y and Z directions.
Tilting the B axis has no influence on additive compensation values.
The CNC PILOT saves the tool compensation data in the
tool database, together with the other tool data.
If the B axis is tilted, the CNC PILOT takes the tool
compensation data into account when calculating the
tool tip position.