1 0 din plus: linear and cir c ular p a ths – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes User Manual
Page 50
50
1
.1
0
DIN PLUS: Linear and Cir
c
ular P
a
ths
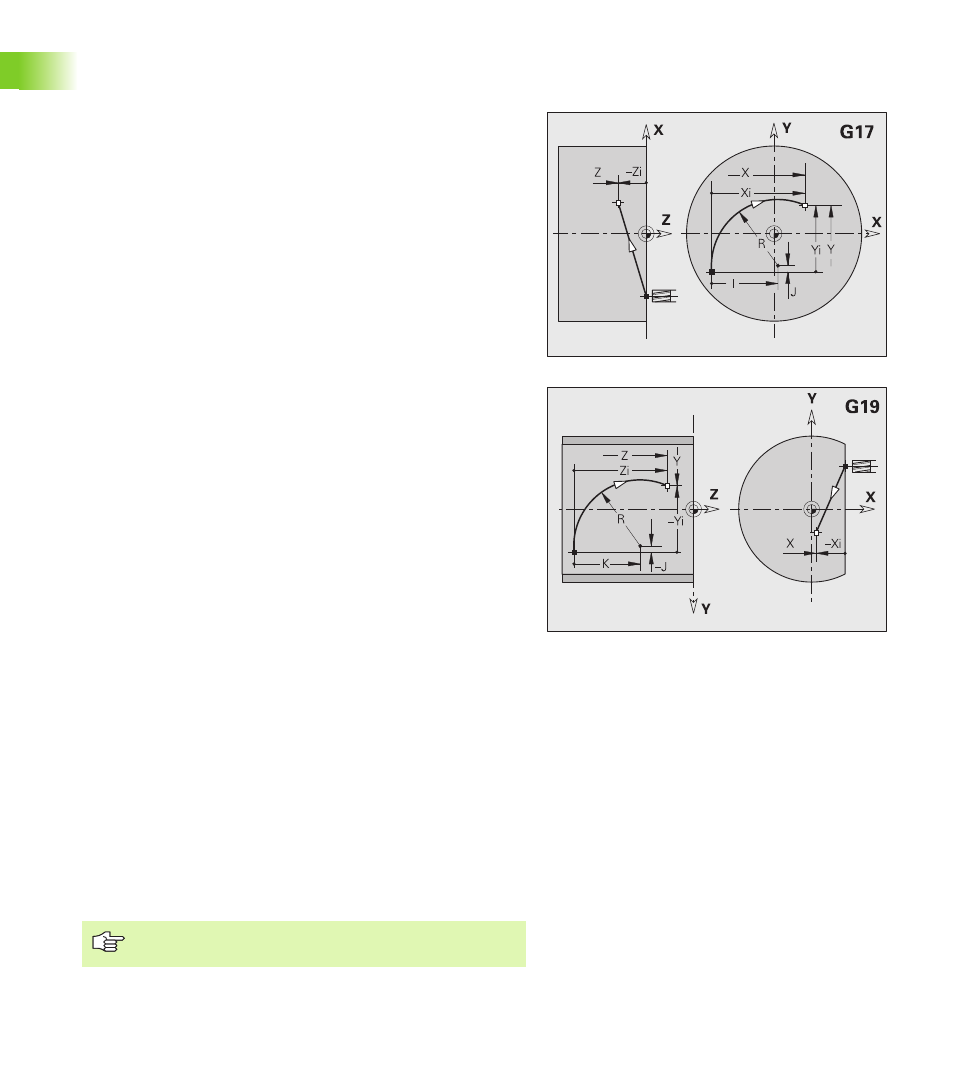
Milling: Circular movement G2, G3—incremental
center coordinates
G2/G3 moves the tool in a circular arc at the feed rate to the “end
point.”
The execution of G2/G3 varies depending on the working plane:
G17 Interpolation in the XY plane
Infeed in Z direction
Center definition: with I, J
G18 Interpolation in the XZ plane
Infeed in Y direction
Center definition: with I, K
G19 Interpolation in the YZ plane
Infeed in X direction
Center definition: with J, K
If you do not program the center, the CNC PILOT automatically
calculates the possible solutions for the center and chooses that point
as the center which results in the shortest arc.
Parameters
X
End point (diameter)
Y
End point
Z
End point
I
Incremental center point (radius)
J
Incremental center point
K
Incremental center point
R
Radius
Q
Point of intersection. End point if the line segment intersects
a circular arc (default: 0):
Q=0: Near point of intersection
Q=1: Far point of intersection
B
Chamfer/rounding. Defines the transition to the next contour
element. When entering a chamfer/rounding, program the
theoretical end point.
No entry: Tangential transition
B=0: No tangential transition
B>0: Rounding radius
B<0: Chamfer width
E
Special feed factor for the chamfer/rounding (default: 1)
Special feed rate = active feed rate * E (0 < E <= 1)
Programming X, Y, Z: Absolute, incremental or
modal or “?”