Circular pattern in yz plane, g482-geo, 6 din plus: cont ours in the yz plane – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes User Manual
Page 38
38
1
.6 DIN PLUS: Cont
ours in the YZ Plane
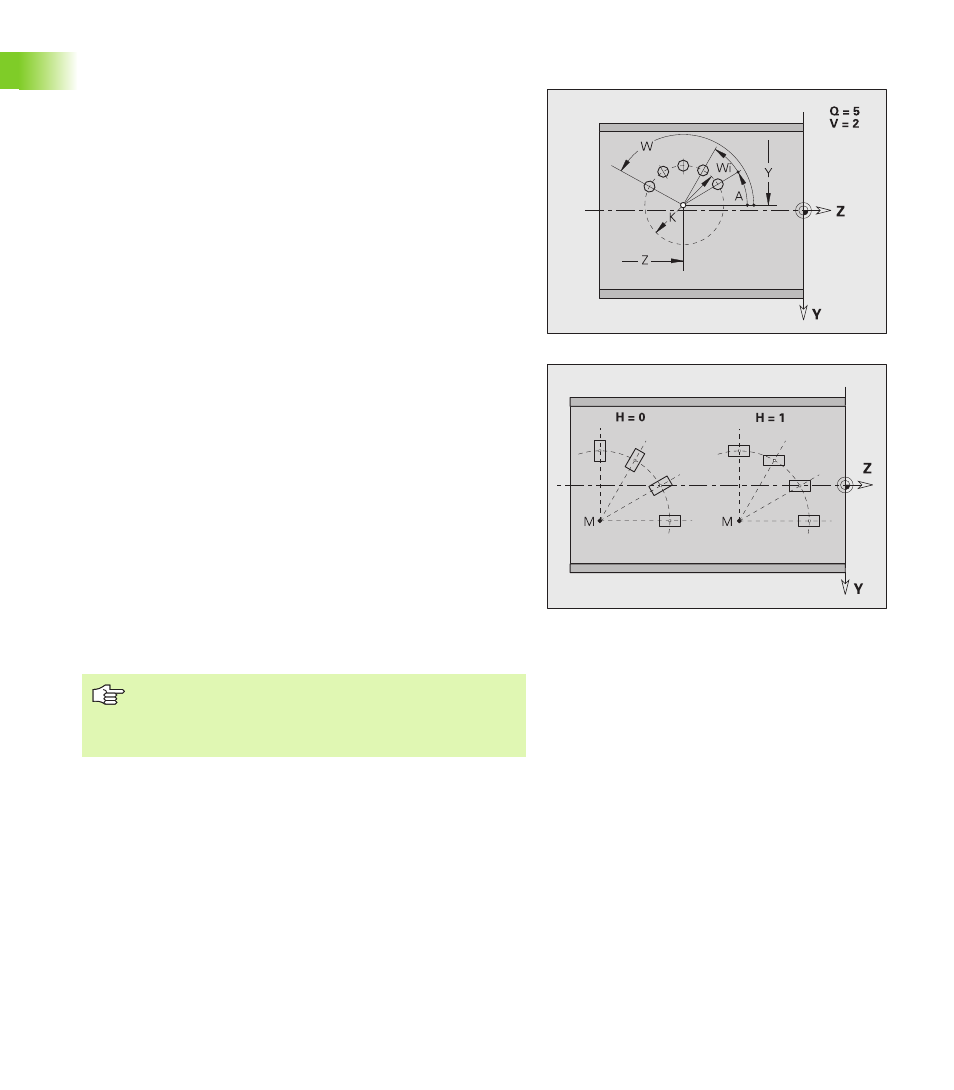
Circular pattern in YZ plane, G482-Geo
G482 defines a circular pattern in the YZ plane. G482 is effective for
the figure defined in the following block (G380 to G385, G387).
Parameters
Q
Number of figures
K
Pattern diameter
A
Starting angle—position of the first figure; reference: Z axis
(default: 0°)
W
End angle—position of the last figure; reference: Z axis
(default: 360°)
Wi
Angle between two figures
V
Direction—orientation (default: 0)
V=0, without W: Figures are arranged on a full circle
V=0, with W: Figures are arranged on the longer circular arc
V=0, with Wi: The algebraic sign of Wi defines the direction
(Wi<0: clockwise)
V=1, with W: Clockwise
V=1, with Wi: Clockwise (algebraic sign of Wi has no effect)
V=2, with W: Counterclockwise
V=2, with Wi: Counterclockwise (algebraic sign of Wi has
no effect)
Y
Center of pattern
Z
Center of pattern
H
Position of the figures (default: 0)
H=0: Normal position; the figures are rotated about the
circle center (rotation)
H=1: Original position; the position of the figures relative to
the coordinate system remains unchanged (translation)
Program the hole/figure in the following block without a
center. Exception: circular slot.
The milling cycle (MACHINING section) calls the hole/
figure in the following block—not the pattern definition.