7 din plus: working planes – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes User Manual
Page 40
40
1
.7 DIN PLUS: W
o
rk
ing Planes
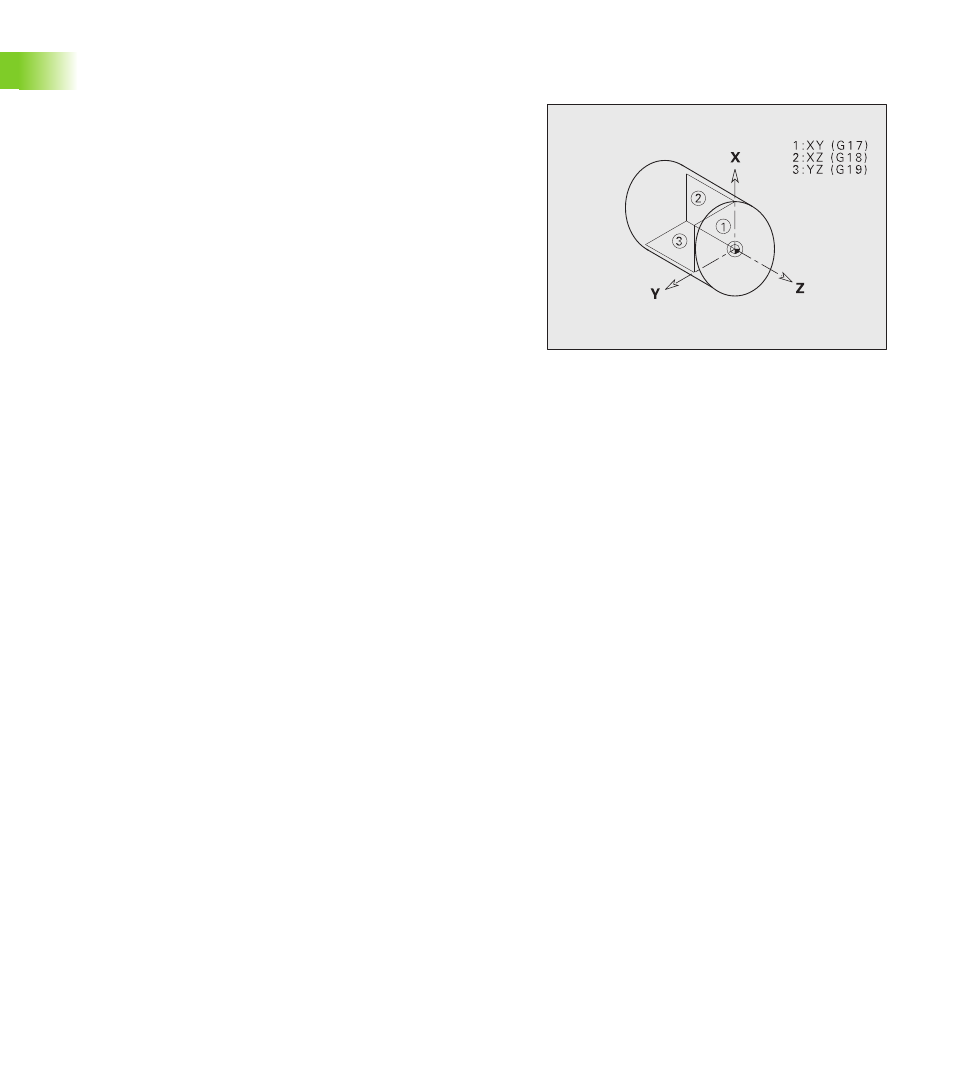
1.7 DIN PLUS: Working Planes
When programming drilling or milling operations with the Y axis, you
need to define the working plane.
If no working plane is programmed, the CNC PILOT assumes a turning
operation or a milling operation with the C axis (G18 XZ plane).
As of software version 625 952-05: At the end of a machining program
(M30, M99) the working plane is reset to G18.
G17 XY plane (front or back)
Milling cycles are executed in the XY plane, with the depth feed for
milling and drilling cycles in the Z direction.
G18 XZ plane (turning)
In the XZ plane, “normal turning operations” as well as drilling and
milling operations are executed with the C axis.
G19 YZ plane (side view/surface)
Milling cycles are executed in the YZ plane, with the depth feed for
milling and drilling cycles in the X direction.
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)