1 1 din plus (y axis): milling cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes User Manual
Page 58
58
1
.1
1
DIN PLUS (Y Axis): Milling Cy
cles
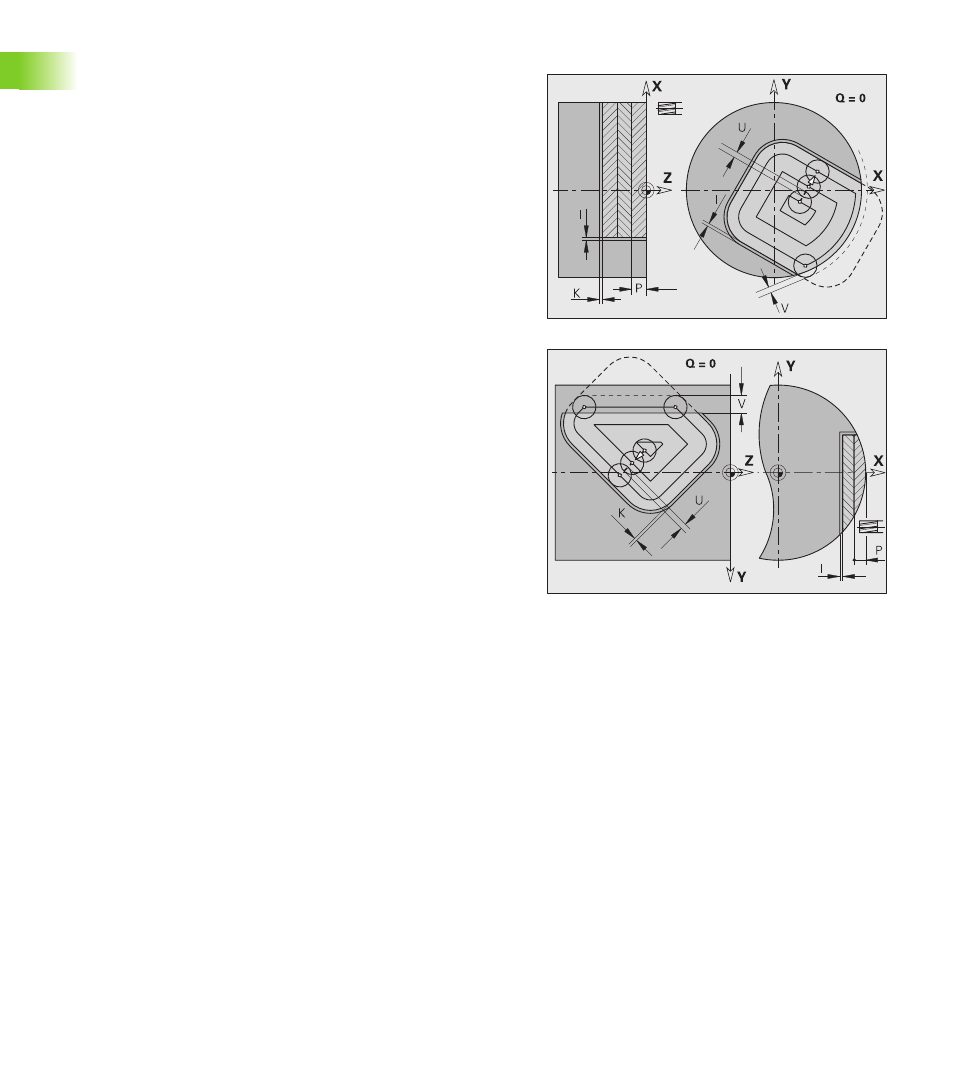
G845 (Y axis) – Milling
You can change the cutting direction with the “cutting direction H,”
the “machining direction Q” and the direction of tool rotation (see
table G845 in the User's Manual). Program only the parameters given
in the following list.
See also:
G845—Fundamentals: Page 56
G845—Calculating hole positions: Page 57
Parameters—milling
NS
Block number—reference to the contour description
P
(Maximum) milling depth (infeed in the working plane)
I
Oversize in X direction
K
Oversize in Z direction
U
(Minimum) overlap factor (default: 0.5)
Overlap = U*milling diameter
V
Overrun factor. Defines the distance by which the tool should
pass the outside radius of the workpiece (default: 0.5):
0: The defined contour is milled completely
0 < V <= 1: Overrun = V*milling diameter
H
Cutting direction (default: 0)
H=0: Up-cut milling
H=1: Climb milling
F
Feed rate for infeed (default: active feed rate)
Starting with software version 625 952-05: F is used as
machining feed rate for reciprocating or helical plunging.
E
Reduced feed rate for circular elements (default: current feed
rate)
J
Retraction plane (default: back to starting position)
XY plane: Retraction position in Z direction
YZ plane: Retraction position in X direction (diameter)
Q
Machining direction (default: 0)
Q=0: From the inside toward the outside
Q=1: From the outside toward the inside
A
Sequence for “Milling”: A=0 (default=0)
NF
Position mark—reference from which the cycle reads the hole
positions [1 to 127].
O
Approach behavior (default: 0)
Plunge vertically O=0: The cycle moves the tool to the
starting point; the tool plunges at the feed rate for infeed and
mills the pocket.