HEIDENHAIN PT 855 for Milling User Manual
Page 59
I - 4 Programming POSITIP
POSITIP 855
Operating Instructions
57
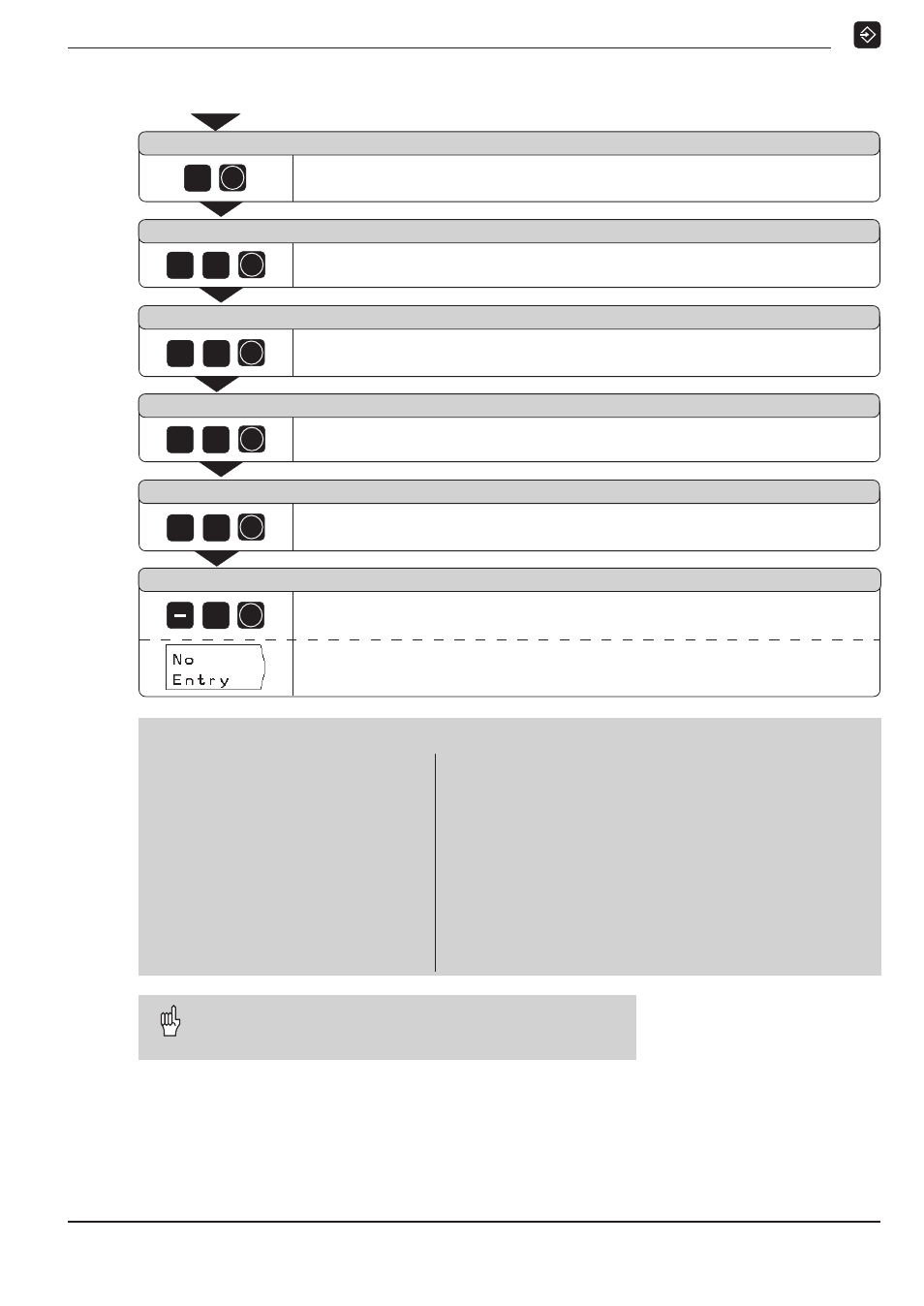
Hole patterns in programs
8
5
0
ENT
C e n t e r p o i n t Y ?
5
0
ENT
2
0
ENT
S t a r t i n g a n g l e ?
3
0
ENT
5
ENT
Program blocks
0
BEGIN PGM 20 MM
Start of program, program number, unit of measurement
1
Z+20.000
Clearance height
2
CYCL 1.0 FULL CIRCLE
Cycle data for a full circle follow
3
CYCL 1.1 NO.
8
Number of holes
4
CYCL 1.2 CCX
+50.000
X coordinate of the center of the bolt circle
5
CYCL 1.3 CCY
+50.000
Y-coordinate of the center of the bolt circle
6
CYCL 1.4 RAD
20.000
Radius
7
CYCL 1.5 START
+30.000
Starting angle of first hole
8
CYCL 1.6 DEPTH
–5.000
Hole depth
9
Z+20.000
Clearance height
10
END PGM 20 MM
End of program, program number, unit of measurement
For a circle segment (
CYCL 2.0 CIRCLE SEGMENT
),
you also enter the angle step (
STEP
) between the holes
(after the starting angle).
The bolt hole circle is then executed in the
EXECUTE PROGRAM
operating mode.
Choose
No entry
for the hole depth if (for example) the holes
will be drilled to different depths.
N u m b e r o f h o l e s ?
C e n t e r p o i n t X ?
R a d i u s ?
H o l e d e p t h ?
Enter the Y coordinate of the bolt circle center (
CCY = 50
mm).
Confirm your entry.
Enter the number of holes (
NO. = 8
).
Confirm your entry.
Enter the X coordinate of the bolt circle center (
CCX = 50
mm).
Confirm your entry.
Enter the radius of the bolt circle (
RAD = 20
mm).
Confirm your entry.
Enter the starting angle from the X axis to the first hole (
START = 30°
).
Confirm your entry.
Enter the hole depth
(
DEPTH = –5
mm).
Confirm your entry.
ENT