Basic welding fabricator 211i – Tweco 211i Fabricator User Manual
Page 77
BASIC WELDING
FABRICATOR 211i
Manual 0-5157
4-17
BASIC WELDING
FAULT
CAUSE
REMEDY
4 A groove has been
formed in the base
metal adjacent to
the toe of a weld
and has not been
filled by the weld
metal (undercut).
A Welding current is too
high.
A Reduce welding current.
B Welding arc is too long.
B Reduce the length of the welding arc.
C Angle of the electrode is
incorrect.
C Electrode should not be inclined less than 45° to
the vertical face.
D Joint preparation does not
allow correct electrode
angle.
D Allow more room in joint for manipulation of the
electrode.
E Electrode too large for
joint.
E Use smaller gauge electrode.
F Insufficient deposit time at
edge of weave.
F Pause for a moment at edge of weave to allow
weld metal buildup.
G Power source is set for
MIG (GMAW) welding.
G Set power source to STICK (SMAW) mode.
5 Portions of the
weld run do not
fuse to the surface
of the metal or
edge of the joint.
A Small electrodes used on
heavy cold plate.
A Use larger electrodes and preheat the plate.
B Welding current is too low. B Increase welding current.
C Wrong electrode angle.
C Adjust angle so the welding arc is directed more
into the base metal.
D Travel speed of electrode
is too high.
D Reduce travel speed of electrode.
E Scale or dirt on joint
surface.
E Clean surface before welding.
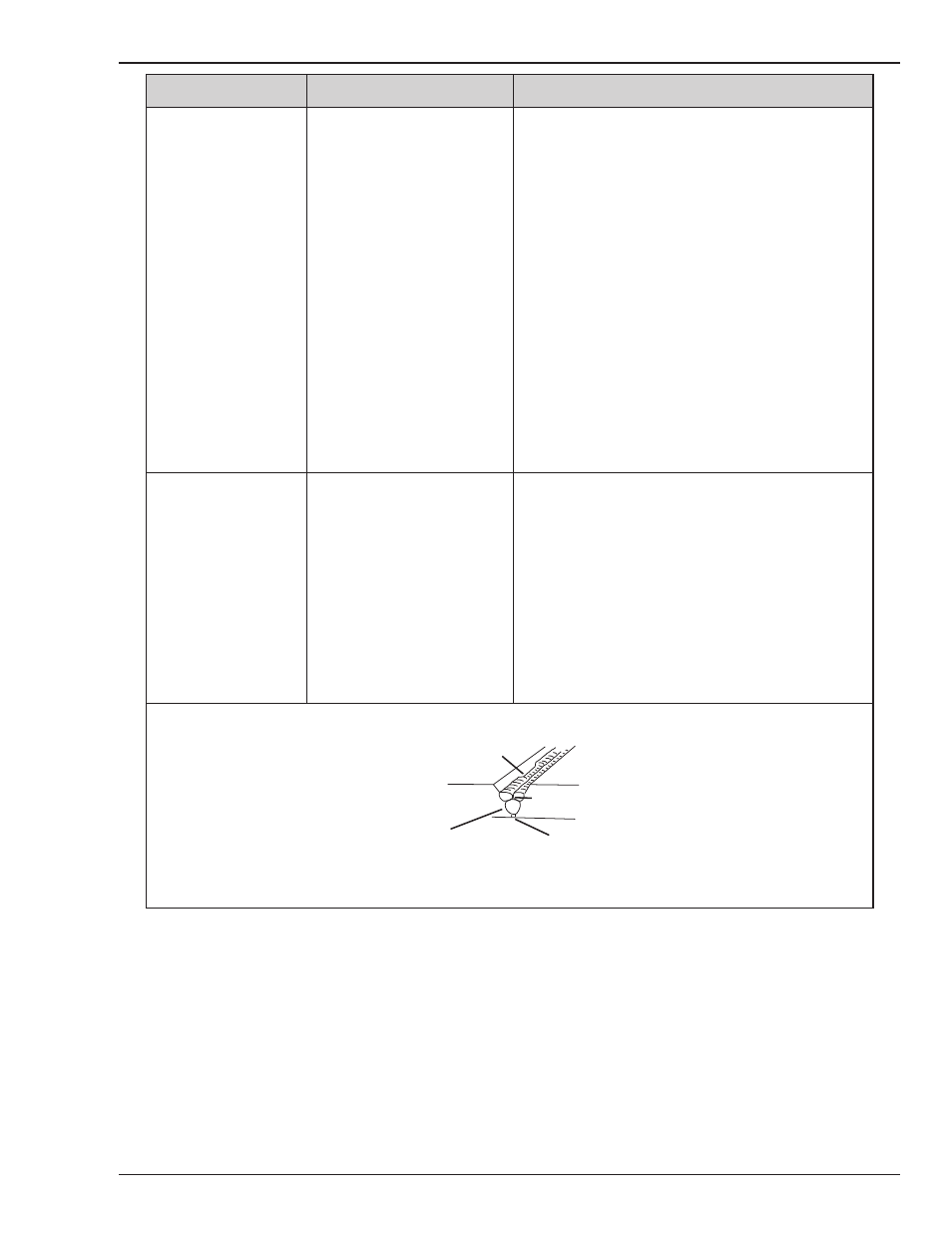
Art # A-04274_AB
Lack of fusion caused by dirt,
electrode angle incorrect,
rate of travel too high
Lack of side fusion, scale
dirt, small electrode,
amperage too low
Lack of inter-run fusion
Lack of Root Fusion
Figure 4-39: Example of Lack of Fusion
Table 4-5b: STICK (SMAW) metal welding trouble shooting