Basic welding fabricator 211i – Tweco 211i Fabricator User Manual
Page 63
BASIC WELDING
FABRICATOR 211i
Manual 0-5157
4-3
BASIC WELDING
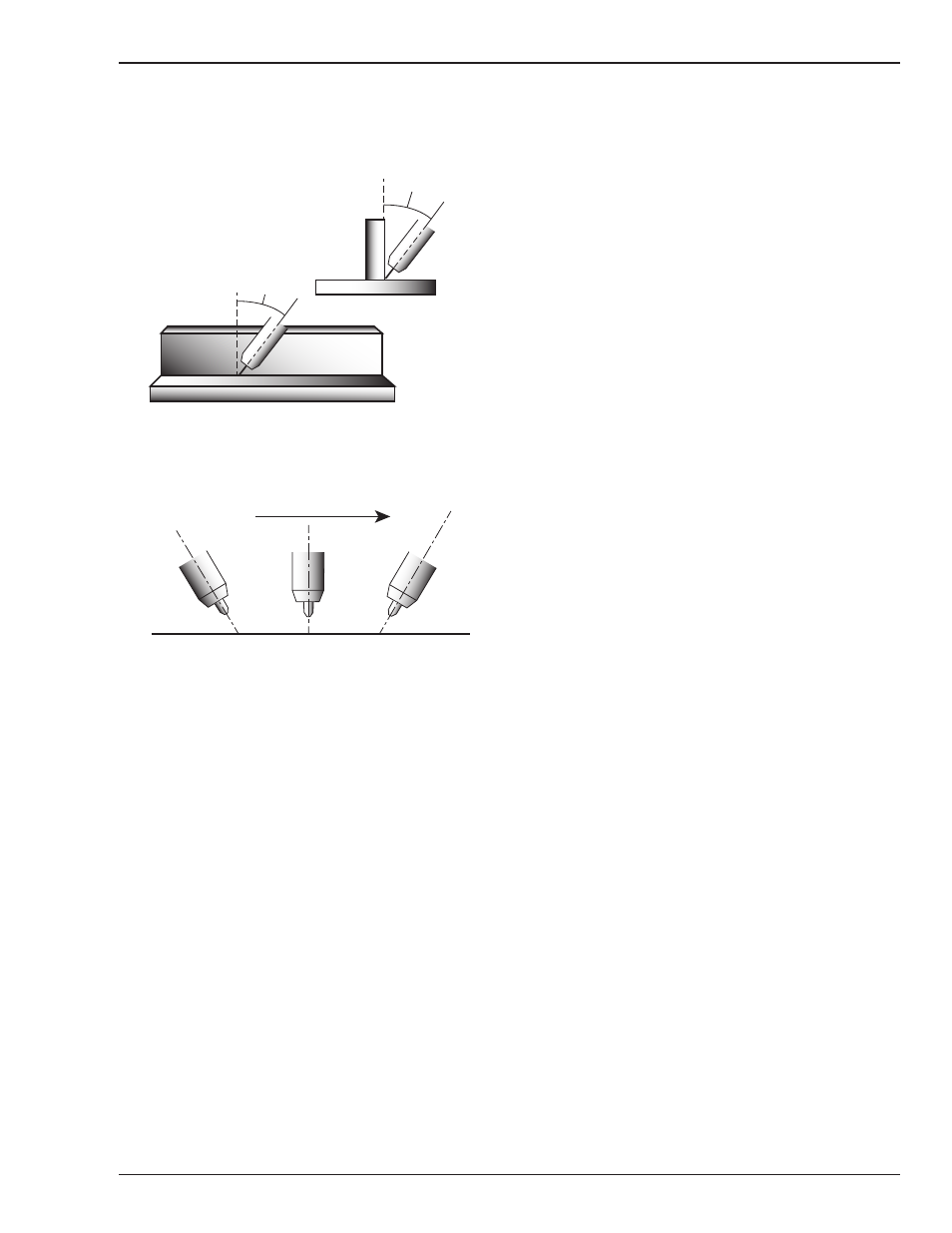
or leading (pushing). Whether the operator is left
handed or right handed has to be considered to
realize the effects of each angle in relation to the
direction of travel.
Transverse and Longitudinal
Nozzle Axes
Art # A-08998_AB
Longitudinal
Angle
Axis of Weld
Transverse
Angle
Figure 4-9
Art # A-08999_AC
Nozzle Angle, Right Handed Operator
Direction of Gun Travel
Leading or “Pushing”
Angle
(Forward Pointing)
Trailing or “Pulling”
Angle
(Backward Pointing)
90°
Figure 4-10
Establishing the Arc and Making Weld Beads
Before attempting to weld on a finished piece of work, it
is recommended that practice welds be made on a sample
metal of the same material as that of the finished piece.
The easiest welding procedure for the beginner to experi-
ment with MIG welding is the flat position. The equipment
is capable of flat, vertical and overhead positions.
For practicing MIG welding, secure some pieces of 1/16"
or 3/16" (1.6 mm or 5.0 mm) mild steel plate 6" x 6" (150
mm x 150 mm). Use .035" (0.9 mm) flux cored gasless
wire or a solid wire with shielding gas.
Setting of the Power Source
Power source setting requires some practice by the op-
erator, as the welding plant has two control settings that
have to balance. These are the Wirespeed control (refer
to section 3.06.4) and the welding Voltage Control (refer
to section 3.06.10). The welding current is determined
by the Wirespeed control, the current will increase with
increased Wirespeed, resulting in a shorter arc. Less
wire speed will reduce the current and lengthen the arc.
Increasing the welding voltage hardly alters the current
level, but lengthens the arc. By decreasing the voltage, a
shorter arc is obtained with a little change in current level.
When changing to a different electrode wire diameter, dif-
ferent control settings are required. A thinner electrode
wire needs more Wirespeed to achieve the same current
level.
A satisfactory weld cannot be obtained if the Wirespeed
and Voltage settings are not adjusted to suit the electrode
wire diameter and the dimensions of the work piece.
If the Wirespeed is too high for the welding voltage,
“stubbing” will occur as the wire dips into the molten
pool and does not melt. Welding in these conditions
normally produces a poor weld due to lack of fusion. If,
however, the welding voltage is too high, large drops will
form on the end of the wire, causing spatter. The cor-
rect setting of voltage and Wirespeed can be seen in the
shape of the weld deposit and heard by a smooth regular
arc sound. Refer to the Weld Guide located on the inside
of the wirefeed compartment door for setup information.
Electrode Wire Size Selection
The choice of Electrode wire size and shielding gas used
depends on the following:
• Thickness of the metal to be welded
• Type of joint
• Capacity of the wire feed unit and Power Source
• The amount of penetration required
• The deposition rate required
• The bead profile desired
• The position of welding
• Cost of the wire