Cnc input / output descriptions – Tweco 400 Ultra-Cut(October 2014) User Manual
Page 116
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-10
APPENDIX
Manual 0-5264
CNC Input / Output Descriptions
E-Stop input— Requires closed connection rated for
35ma. @ 20VDC
for unit to operate. Factory installed jumper
between TB1-1&2 must be removing when connecting user supplied E-Stop circuit.
4
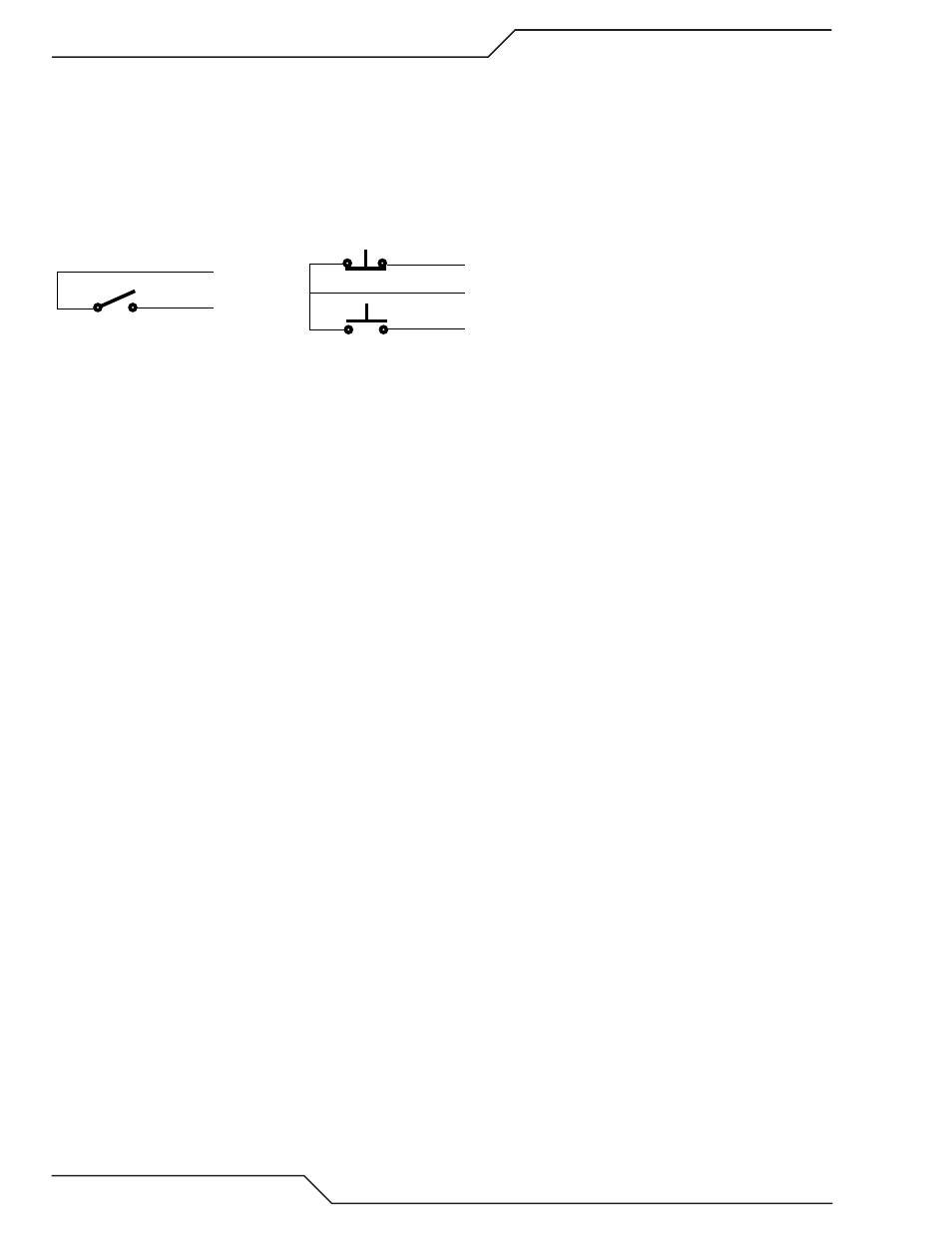
Start/Stop input—Switch (momentary or sustained) rating 35ma. @ 20 VDC
Start / Stop circuit configurations. Momentary Start / Stop (Latched) is only available at TB1.
MOMENTARY START / STOP
START / STOP
TB1-6
TB1-5
TB1-4
SUSTAINED START / STOP
START
STOP
TB1-5
TB1-6
Divided Arc Voltage output — Arc Voltage signal is isolated from plasma supply, however (-) is common with
other isolated CNC signals. Max Divided Arc Voltage signal level depends on actual arc voltage times divide ratio
however can not exceed approximately 12 V.
3
Analog Current Control input— Analog Current Control includes analog isolation module, separate isolation
module not usually required however it’s low input is common with the other isolated CNC inputs. Scaling of Analog
Current Control input is 0V = 0A, 10V. = MAX output and is linear in between. However MIN output is 5A. User
is responsible for setting correct analog voltage to maintain at least 5A output. To use Analog Current Control on
the I/O PCB set SW 11 to down position and on the CPU PCB set SW�-2 ON (up).
Hold Start input—Normally open, close to hold start. Circuit rating 10 ma. @ 20VDC. Delays pilot ignition, gas
preflow continues. Used by some height controls to flow gas while finding height. Also used for synchronizing starts
when multiple plasma supplies are used on same cutting table. User supplies circuit to keep Hold Start inputs ac-
tive until all torches have found height. Used with CNC START. Apply START to begin gas flow. Same time apply
HOLD to delay ignition until height is found. Remove HOLD to ignite pilot, initiate arc transfer.
Preflow On input— Normally open, close to start preflow prior to normal START signal. Circuit rating 10 ma. @
20VDC. Torch Height Controls (THC) normally issue START signal to plasma supply after torch height has been
found. Then the plasma takes 1-2 seconds (or more) to perform preflow before igniting pilot. Some THCs have an
output that can start preflow early during height finding saving 1-2 seconds on each cut. PREFLOW ON should
remain active for at least 1 second after CNC START is applied. It is OK if it remains on until the end of the cut.
Need to recycle it to begin a new preflow prior to applying START for the next cut.
Pilot On output – Relay contacts rated 1A @ 120 VAC / 2� VDC. Contacts close when pilot on. Can be wired parallel
with Ok to Move contacts to start machine motion when pilot established. Used when starting over holes. Starting
over holes requires setting SW�-1 ON (up) on the CPU PCB for extended pilot time. Using extended pilot time to
start over holes or for cutting over holes will reduce parts life.
OK to Move output — Active when cutting arc is established, arc is transferred. Used to signal cutting table to
start X-Y motion. Relay contacts rated 1A @ 120 VAC or 2� VDC when SW6 set for contacts. When SW6 is set for
DCV, output supplies 15-1� VDC @ 100 ma. May be wired parallel with Pilot On to start cutting machine motion
as soon as pilot established.