Controller tuning procedure, Before you tune the oem6250 – Parker Hannifin SERVO CONTROLLER OEM6250 User Manual
Page 47
Appendix A – Tuning
4 1
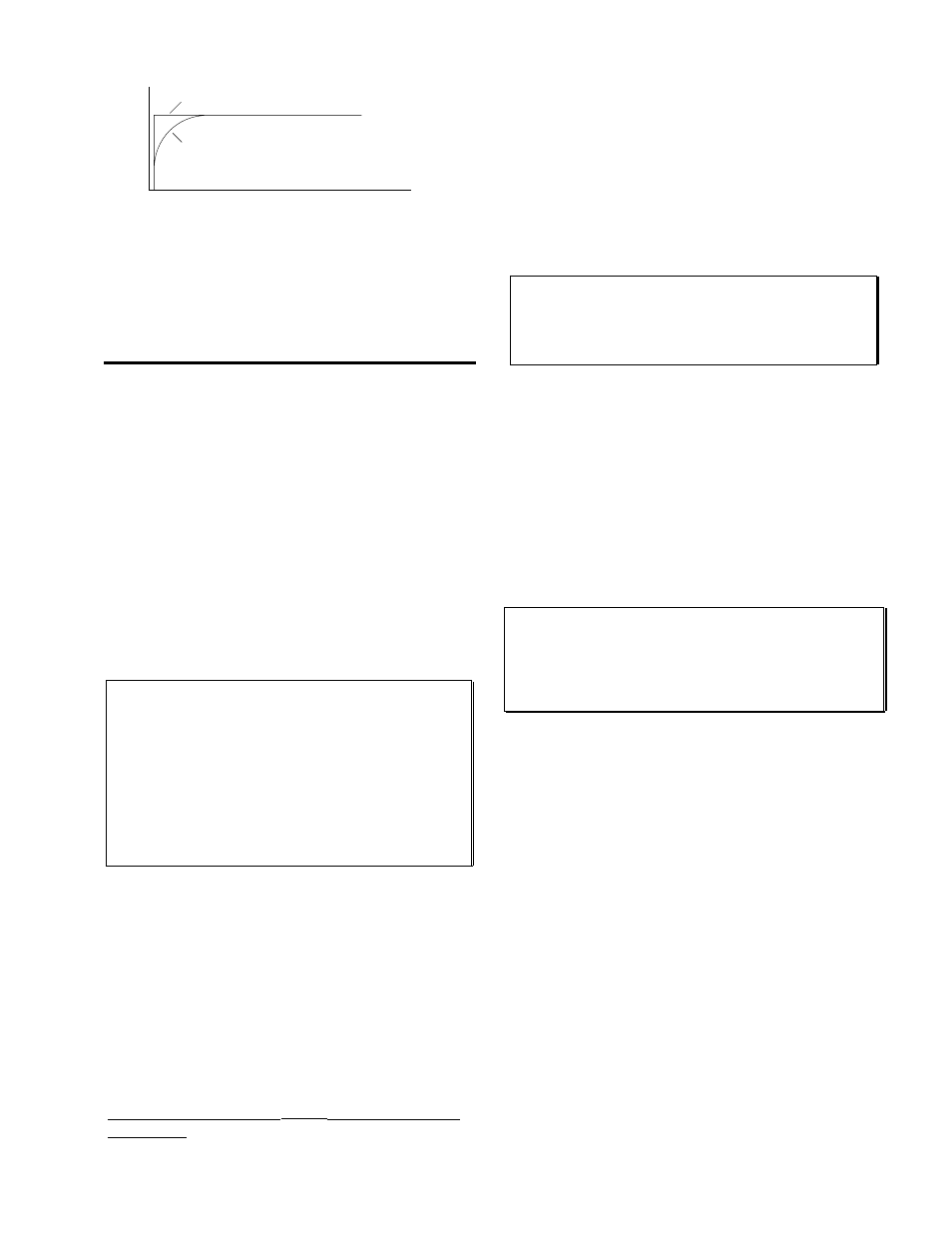
Actual Velocity
Command Velocity
VELOCITY
TIME
Step 3
Proceed to the
Controller Tuning Procedure
section to tune the OEM6250.
Controller Tuning Procedure
The Controller Tuning Procedure leads you through the
following steps:
1. Setup up for tuning.
2. Select the OEM6250’s servo Sampling Frequency
Ratios (SSFR).
3. Set the Maximum Position Error (SMPER).
4. Optimize the Proportional (SGP) and Velocity (SGV)
gains.
5. Use the Integral Feedback Gain (SGI) to reduce steady
state error.
6. Use the Velocity Feedforward Gain (SGVF) to reduce
position error at constant velocity.
7. Use the Acceleration Feedforward Gain (SGAF) to
reduce position error during acceleration and
deceleration.
Before you tune the OEM6250:
Be sure to complete the
Tuning Setup Procedure (and
the
Drive Tuning Procedure, if you are using a velocity
drive) before proceeding with the following tuning
procedure. Unlike the
Tuning Setup Procedure, you
must tune one axis at a time.
If your application requires switching between feedback
sources on the same axis, then for each feedback
source on each axis you must select the feedback
source with the
SFB
command and repeat steps 3-7.
Step 1
Set up for tuning.
Use a computer (with a terminal
emulator) or a dumb terminal to enter the commands noted
in the steps below. To monitor system performance, you
may use visual inspection, or use an analog type position
transducer (potentiometer, LVDT, RVDT, etc.) to pick up
the load’s or motor’s position displacement and monitor
the transducer output on a digital storage oscilloscope.
Step 2
Select the sampling frequency ratios (
S S F R
).
NOTE: The default setting (SSFR4) is adequate for most
applications.
The general rule to determining the proper SSFR value is
to first select the slowest servo sampling frequency that is
able to give a satisfactory response. This can be done by
experiment or based on the closed-loop bandwidth
requirement for your application. (Keep in mind that
increasing the SSFR value allows for higher bandwidths,
but produces a rougher motion profile; conversely,
decreasing the SSFR value provides a smoother profile,
but makes the servo system less stable and slower to
respond.)
SELECTING THE
S S F R
VALUE
Refer to the
SSFR
command description in the
6000
Series Software Reference. Use the table to determine
the appropriate setting based on your desired servo
update rates.
As an example, if your application requires a closed-loop
bandwidth of 450 Hz, and you determine the minimum
servo sampling frequency by using the rule of thumb
(setting the servo sampling frequency at least 8 times
higher than the bandwidth frequency), the required
minimum servo sampling frequency would be 3600 Hz. If
two axes are running (INDAX2), then you should try
using the SSFR4 setting.
For more in-depth discussion on the different update
parameters (servo, motion and system), refer to the SSFR
command description in the 6000 Series Software
Reference.
C A U T I O N
If you change the sampling frequency ratios (
SSFR
) after
the tuning is complete and the new servo sampling
frequency is lower than the previous one, the response
may change (if your system bandwidth is quite high) and
you may have to re-tune the system.
Step 3
Set the Maximum Position Error (
S M P E R
)
.
The SMPER command allows you to set the maximum
position error allowed before an error condition occurs.
The position error, monitored once per system update
period, is the difference between the commanded position
and the actual position as read by the feedback device
selected with the last SFB command. Larger values allow
greater oscillations/motion when unstable; therefore,
smaller SMPER values are safer.
When the position error exceeds the value entered by the
SMPER
command, an error condition is latched (see TAS
or AS bit #23) and the 6000 controller issues a shutdown
to the faulted axis and sets its analog output command to
zero volts. To enable the system again, the appropriate
DRIVE1
command must be issued, which also sets the
commanded position equal to the actual feedback device
position (incremental devices will be zeroed).
If the SMPER value is set to zero, the position error
condition is not monitored, allowing the position error to
accumulate without causing a fault.