3 f1-digit feed – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 23
1 - 16
YASNAC PCNC Programming Manual
Chapter 1: Programming Basics
1. The F-command 1/10 function does not influence the feedrate called by an F1-digit com-
mand.
2. After changing the setting for parameter pm2004 D0, the new setting becomes valid when
the NC is reset.
3. During solid tapping, the F-command 1/10 function does not influence the feedrate called
by an F command.
4. The feedrate specified by an E code in a canned cycle is influenced by the F-command 1/
10 function. The command format of an E command is the same as with an F command.
5. When the F-command 1/10 function is used, the minimum unit of the system variables
used for E and F commands is made one decimal place smaller. In metric input, if the
least increment of the F command system variable is 1 mrn/min, for example, it becomes
0.1 mm/min when the F-command 1/ 10 function is used.
6. When the F-command 1/10 function is used, designation of the macro system variables of
E and F commands and the arguments (E, F) used for calling a macro program requires
entry of a decimal fraction increased by one digit. In metric input, the command of “G65
PI F1234”, for example, is expressed as “#9=123.4”.
7. If “F0” is specified, alarm “0370” occurs.
8. For an F command, a minus value must not be specified. If a minus value is specified for
an F command, correct operation cannot be guaranteed.
1.2.3
F1-Digit Feed*
It is possible to select a feedrate by specifying a l-digit numeral (1 to 9) following address F. With
this manner of designation of an F command, the feedrate preset for the specified numeral is
selected. The feedrate to be selected in response to the designation of F1 to F9 should be set for
the parameters indicated in
Table 1.2.3.1.
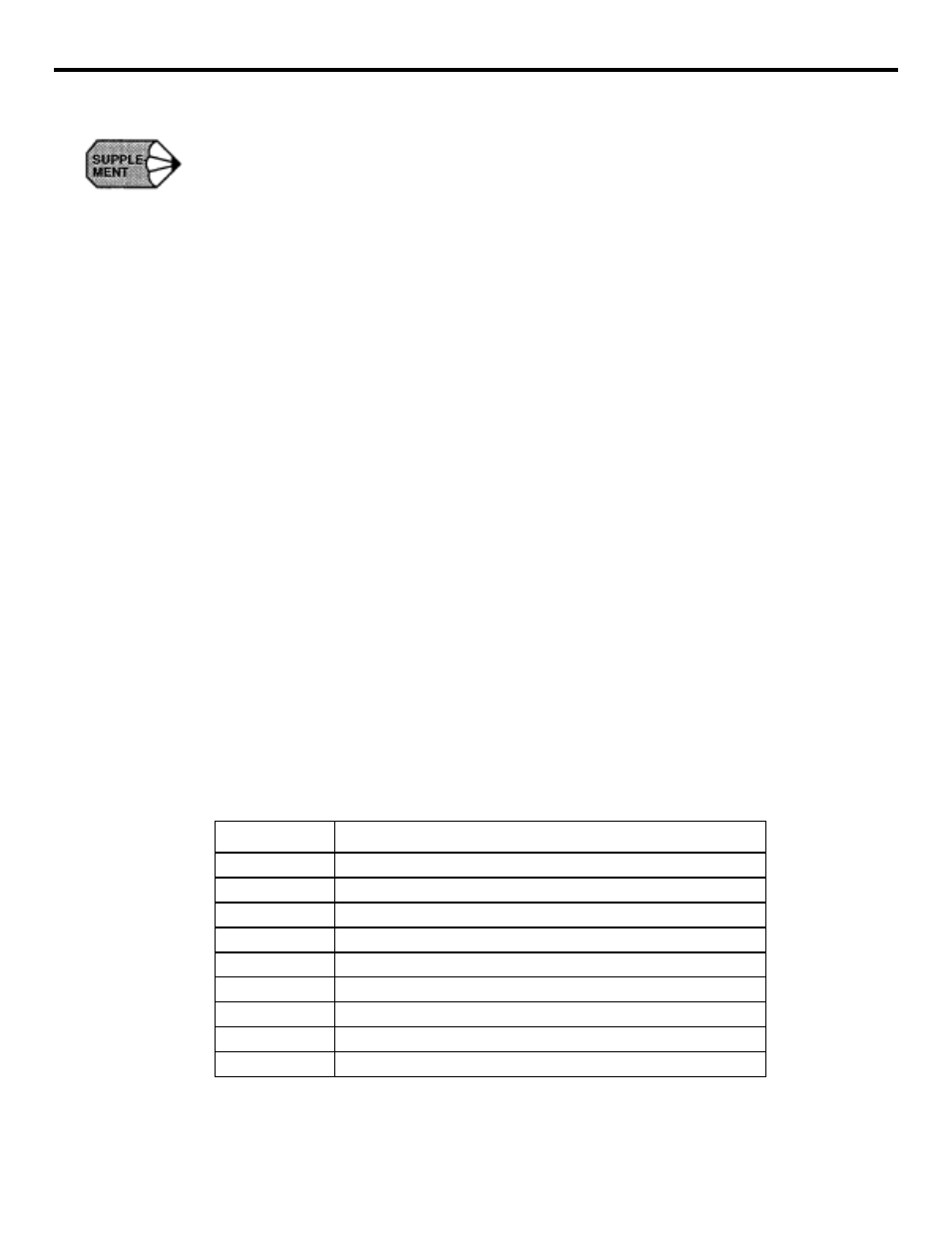
Table 1.2.3.1:
Parameter Numbers Used for Presetting F1-digit Feedrates
Note: Value1= 0.1 mm/min, or 0.01 inch/min
F Command
Parameter Numbers
F1
pm0820
F2
pm0821
F3
pm0822
F4
pm0823
F5
pm0824
F6
pm0825
F7
pm0826
F8
pm0827
F9
pm0828