Table 3.5.3.1 internally processed m codes, Table 3.5.3.2 other general m codes – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 136
3 - 86
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
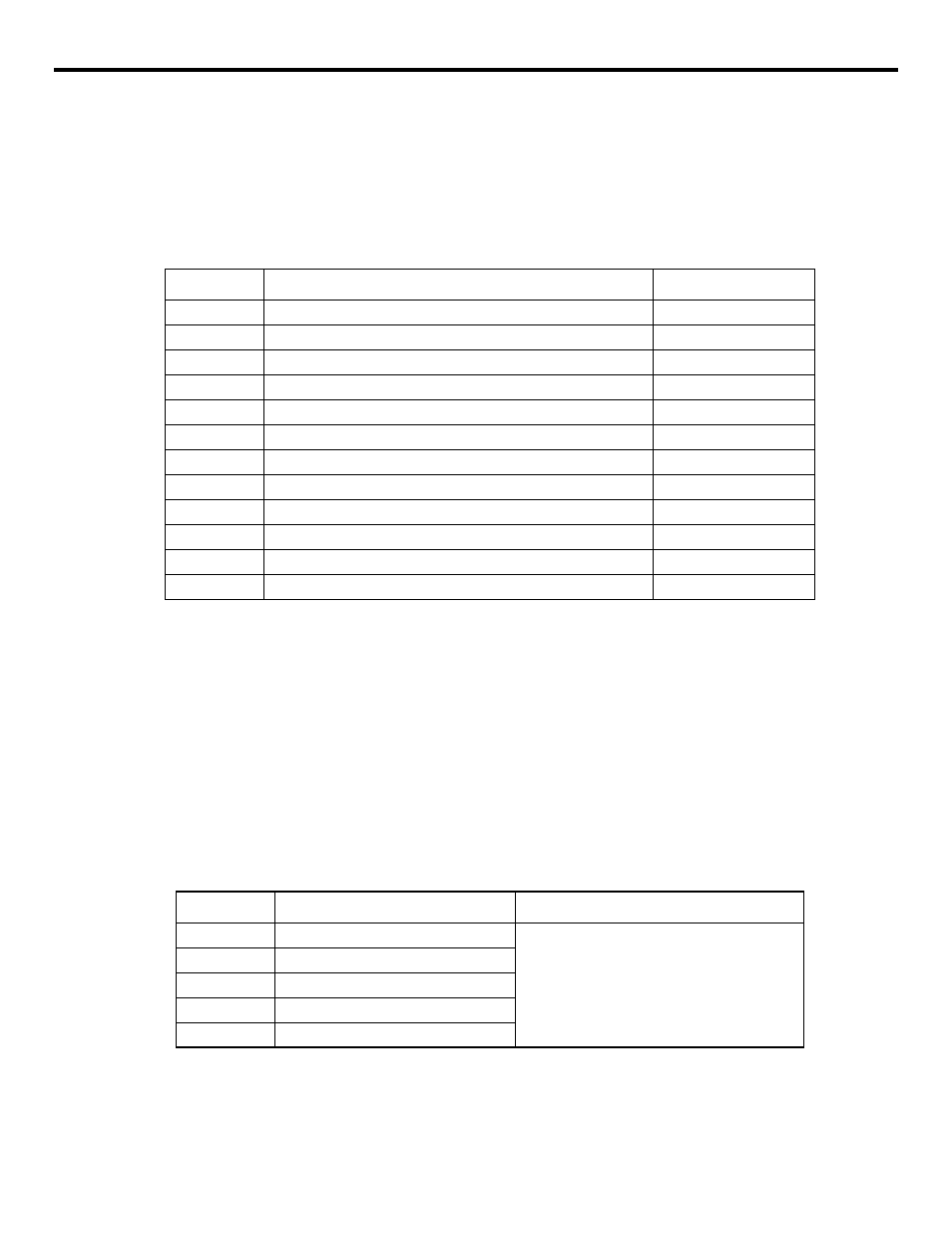
(2) Internally Processed M Codes
M codes in the range of M90 to M99 and M190 to M199 are processed by the NC internally
and the corresponding output signal (BIN code and decode output) is not output even when
these M codes are executed.
Table 3.5.3.1
Internally Processed M Codes
Note
1:
M190 to M199 are used for extension M codes.
2:
When the power is turned ON, the M code mode indicated by “°” symbol is set. This is not
influenced by the reset operation.
(3) Other General M Codes
The functions of the M codes other than the specific M codes are determined by the machine tool builder. The representative use
of several general M codes is given below. For details, refer to the instruction manuals published by the machine tool builder.
If an M code is specified with axis move commands in the same block, whether the M code is executed with the axis move
commands simultaneously or it is executed after the completion of the axis move commands is determined by the machine tool
builder. For details, refer to the instruction manuals published by the machine tool builder.
Table 3.5.3.2
Other General M Codes
M Code
Function
Setting at Power-ON
*M90
Program interruption function OFF
*M91
Program interruption function ON
*M92
Multi-active registers OFF
*M93
Multi-active registers ON I
*M94
Mirror image OFF I o I
*M95
Mirror image ON
*M96
Tool radius offset C, round-the-arc mode
*M97
Tool radius offset C, point of intersection calculation mode
M98
Subprogram call
M99
End of subprogram
*M191
Comment output function
*M192
Tool life control count
M Code
Function
Remarks
M03
Spindle start, forward direction
Generally, M state between M03 and M04
cannot be switched directly. To change the
M code state, execute M05 once.
M04
Spindle start, reverse direction
M05
Spindle stop
M08
Coolant ON
M09
Coolant OFF