Yaskawa YASNAC PC NC Programming Manual User Manual
Page 120
3 - 70
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
•
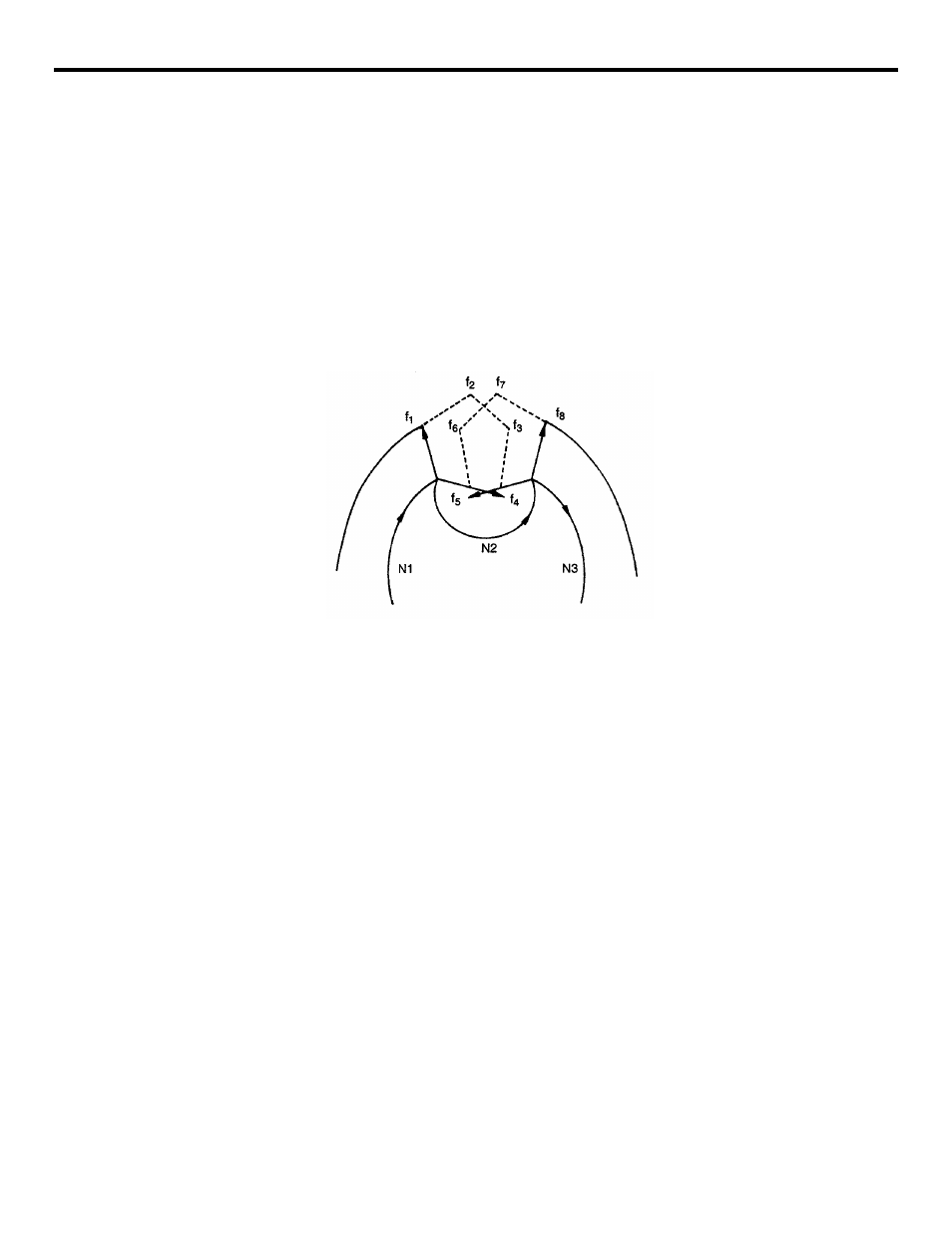
Generating interference-free paths for arc to arc motion
For the programmed paths as shown in Fig. 3.4.4.50, four points f
l
, f
2
, f
3
, and f
4
are
generated at the joint of N 1 and N2 according to the tool radius offset function. At the
joint of N2 and N3, another four points f
5
to f
8
are generated. Interference check is
made using these eight points fl to f
8
and the points causing interference are erased one
by one until the tool paths that are free of interference are generated.
Checked for f
4
- f
5
: f
4
and f
5
are erased since interference occurs.
Checked for f
3
- f
6
: f
3
and f
6
are erased since interference occurs.
Checked for f
2
- f
7
: No interference
Tool paths are generated as f
1
Å f
2
Å f
7
Å f
8
.
FIGURE 3.4.4.50 Generating Interference-free Paths for Arc to Arc Motion
•
Example where interference-free tool paths cannot be generated
For the programmed paths as shown in Fig, 3.4.4.51, three points f
l
, f
2
, and f
3
are gen-
erated at the joint of N 1and N2 according to the tool radius offset function. At the
joint of N2 and N3, another three points f
4
to f
6
are generated. Interference check is
made using these six points f
1
to f
6
and the points causing interference are erased one
by one until the tool paths that are free of interference are generated.
Checked for f
3
- f
4
: f
3
and f
4
are erased since interference occurs.
Checked for f
2
- f
5
: f
2
and f
5
are erased since interference occurs.
Checked for f
l
- f
6
: f
1
and f
6
are erased since interference occurs.
Occurrence of alarm (“0188”): Operation stops when the cutting tool is positioned at
the start point of N1 block.