Programming tool movements in din/iso format, 2 cr eating and w riting pr ogr a ms – HEIDENHAIN TNC 320 (340 55x-05) ISO programming User Manual
Page 82
82
Programming: Fundamentals, File Management
3.2 Cr
eating and W
riting Pr
ogr
a
ms
Programming tool movements in DIN/ISO
format
Press the SPEC FCT key to program a block. Press the PROGRAM
FUNCTIONS soft key, and then the DIN/ISO soft key. You can also use
the gray contouring keys to get the corresponding G code.
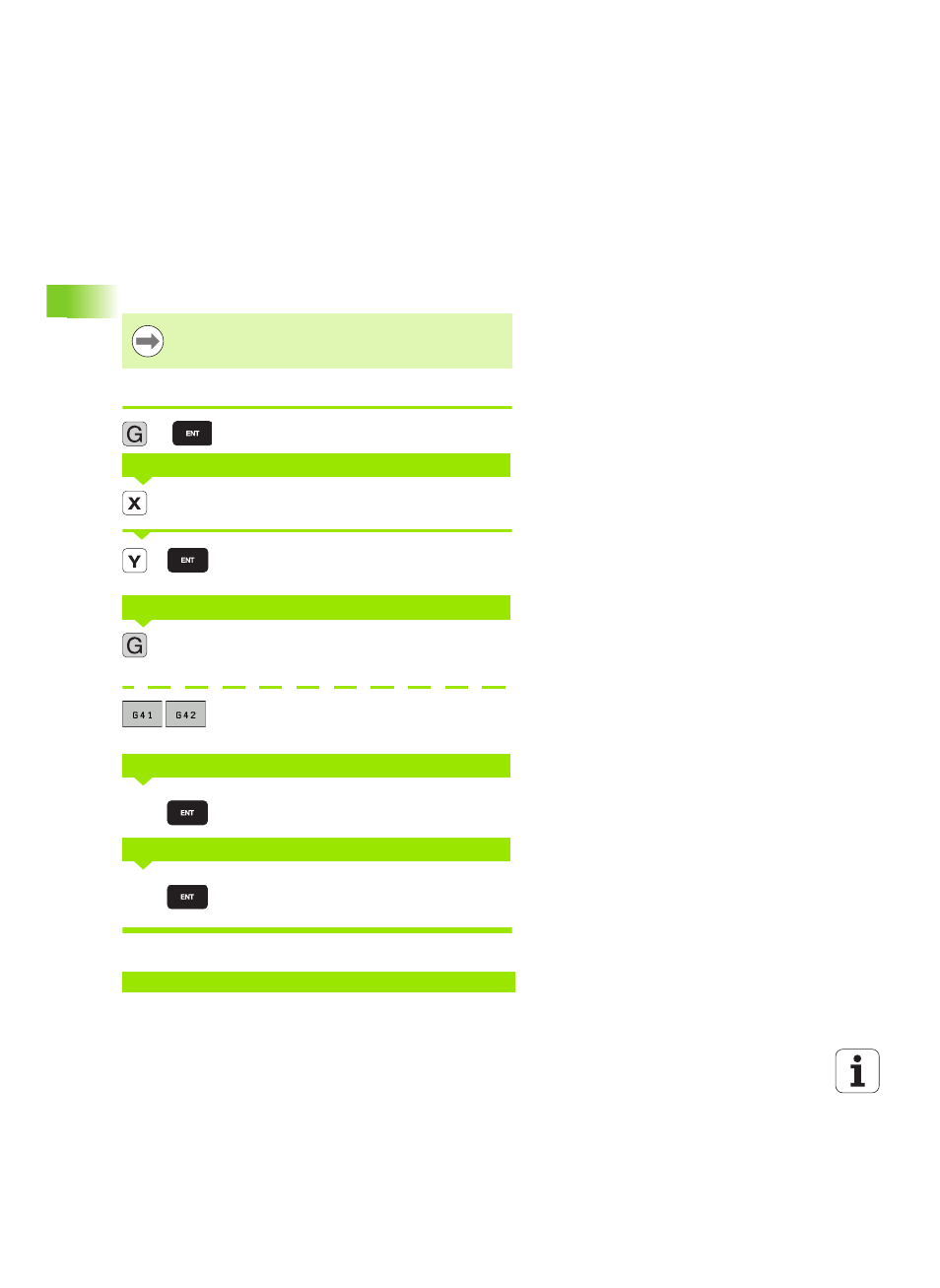
Example of a positioning block
Start block.
Enter the target coordinate for the X axis
Enter the target coordinate for the Y axis, and go to
the next question with ENT
Select tool movement without radius compensation:
Confirm with the ENT key or
To move the tool to the left or to the right of the
contour, select function G41 (to the left) or G42 (to
the right) by soft key
Enter a feed rate of 100 mm/min for this path contour;
go to the next question with ENT
Enter the miscellaneous function M3 "spindle ON."
Pressing the ENT key terminates this dialog
The program-block window displays the following line:
If you enter DIN/ISO functions via a connected USB
keyboard, make sure that capitalization is active.
COORDINATES?
PATH OF THE CUTTER CENTER
FEED RATE F=?
MISCELLANEOUS FUNCTION M?
N30 G01 G40 X+10 Y+5 F100 M3 *
1
10
20
40
100
3