3 compensating workpiece misalignment, Introduction, Measuring the basic rotation – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles User Manual
Page 32
32
2.3 Compensating W
o
rk
piece Misalignment
2.3 Compensating Workpiece
Misalignment
Introduction
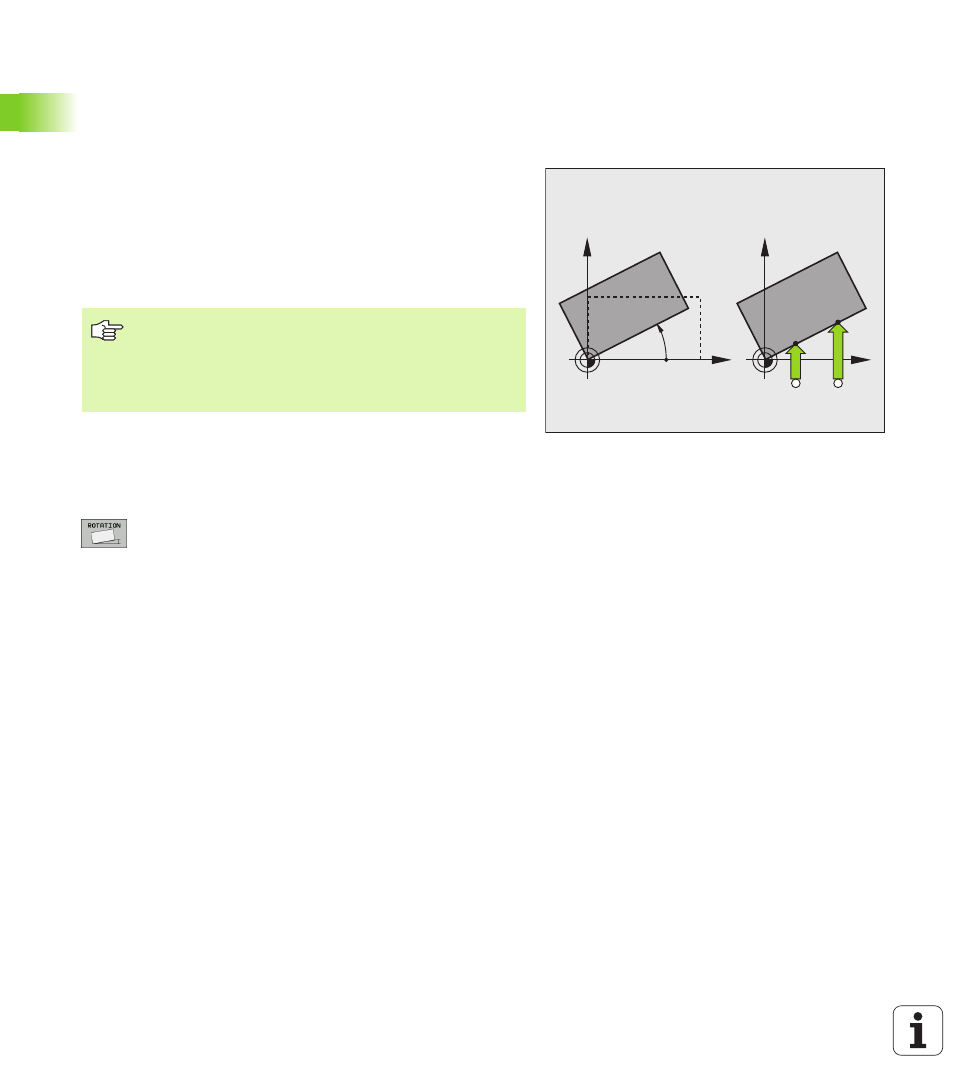
The TNC compensates workpiece misalignment by computing a
“basic rotation.”
For this purpose, the TNC sets the rotation angle to the desired angle
with respect to the reference axis in the working plane. See figure at
right.
The TNC saves the basic rotation, depending upon tool axis, in the
columns SPA, SPB or SPC of the preset table. .
Measuring the basic rotation
8
Select the probe function by pressing the PROBING
ROT soft key.
8
Position the ball tip at a starting position near the first
touch point.
8
Select the probe direction perpendicular to the angle
reference axis: Select the axis by soft key.
8
To probe the workpiece, press the machine START
button.
8
Position the ball tip at a starting position near the
second touch point.
8
To probe the workpiece, press the machine START
button. The TNC determines the basic rotation and
displays the angle after the dialog Rotation angle =
8
Activate basic rotation: Press the SET BASIC
ROTATION soft key
8
Terminate the probe function by pressing the END
soft key
X
Y
PA
X
Y
A
B
Select the probe direction perpendicular to the angle
reference axis when measuring workpiece misalignment.
To ensure that the basic rotation is calculated correctly
during program run, program both coordinates of the
working plane in the first positioning block.