Preheating – Ivoclar Vivadent IPS e.max Press Abutment Solutions v.2 User Manual
Page 17
17
Preheating
After the stipulated setting time of the respective investment material (IPS PressVEST or IPS PressVEST Speed), the invest-
ment ring is prepared for preheating as follows:
– Remove the ring gauge with a turning movement.
– Carefully push the investment ring out of the IPS Silicone Ring.
– Remove the ring base with a turning movement.
– Remove rough spots on the bottom surface of the investment ring with a plaster knife. Check the 90° angle. Investment
material residue must not enter the sprues. Blow into the sprues if necessary.
– If several investment rings are preheated together, mark them accordingly.
IPSPressVEST
IPSPressVESTSpeed
Setting time
min. 60 min, max. 24 hrs
min. 30 min, max. 45 min
Temperature of the preheating furnace
when placing the investment ring
Room temperature
850 °C / 1562 °F; switch on the
preheating furnace in time.
Position of the investment ring in the
preheating furnace
Towards the rear wall, tipped with the
opening facing down
Towards the rear wall, tipped with the
opening facing down
Final temperature for preheating the
investment ring
850 °C / 1562 °F
850 °C / 1562 °F
Holding time of the investment ring at
final temperature
min. 60 min
100 g investment ring – min. 45 min
200 g investment ring – min. 60 min
IPS e.max Press ingots
nopreheating
nopreheating
IPS Alox Plunger
nopreheating
nopreheating
Important
If several Speed investments are to be
conducted, they should be invested
consecutively and placed into the pre-
heating furnace at an interval of
approx. 20 minutes. Make sure that
the furnace temperature does not
drop too much when placing the
investment rings into the preheating
furnace. The stipulated holding time
counts from the point when the pre-
heating temperature has been reached
again.
In order to ensure smooth working procedures in the laboratory on a daily basis, impeccable functioning of the infrastruc-
ture, particularly the preheating furnaces, is essential. This includes their maintenance, cleaning with a vacuum cleaner in a
cool state as well as regular checks of the temperature controls and heating elements, etc., by the manufacturer.
Application
procedure
–
Fabrication
Hybrid
Abutment
and
Hybrid
Abutment
Cr
own
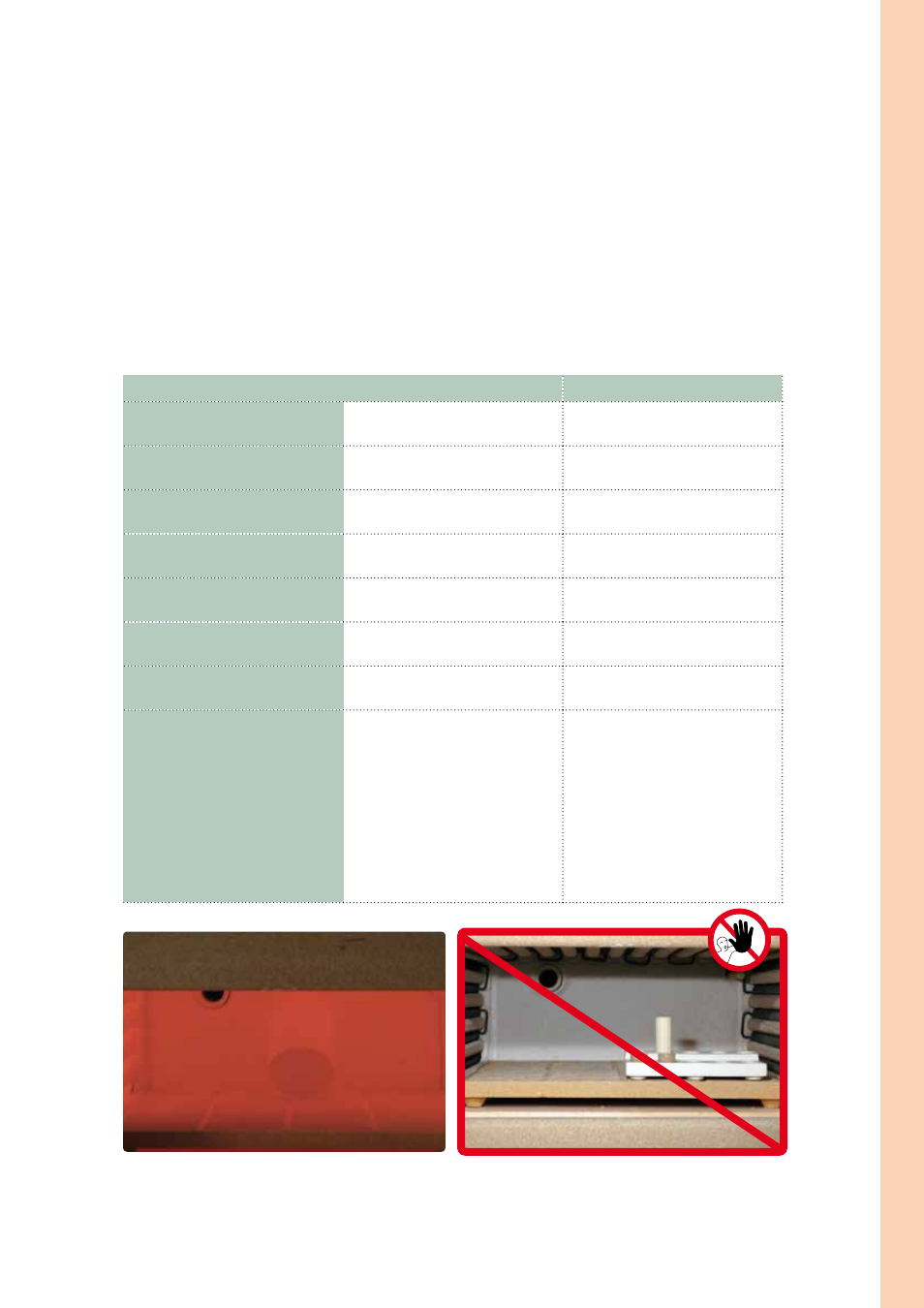
Towards the rear wall, tipped with the opening facing down
Do not preheat the IPS e.max Press ingot and Alox Plunger.