Transmig 175i – Tweco 175i Transtig User Manual
Page 47
TRANSMIG 175i
Manual 0-5143
4-9
BASIC WELDING GUIDE
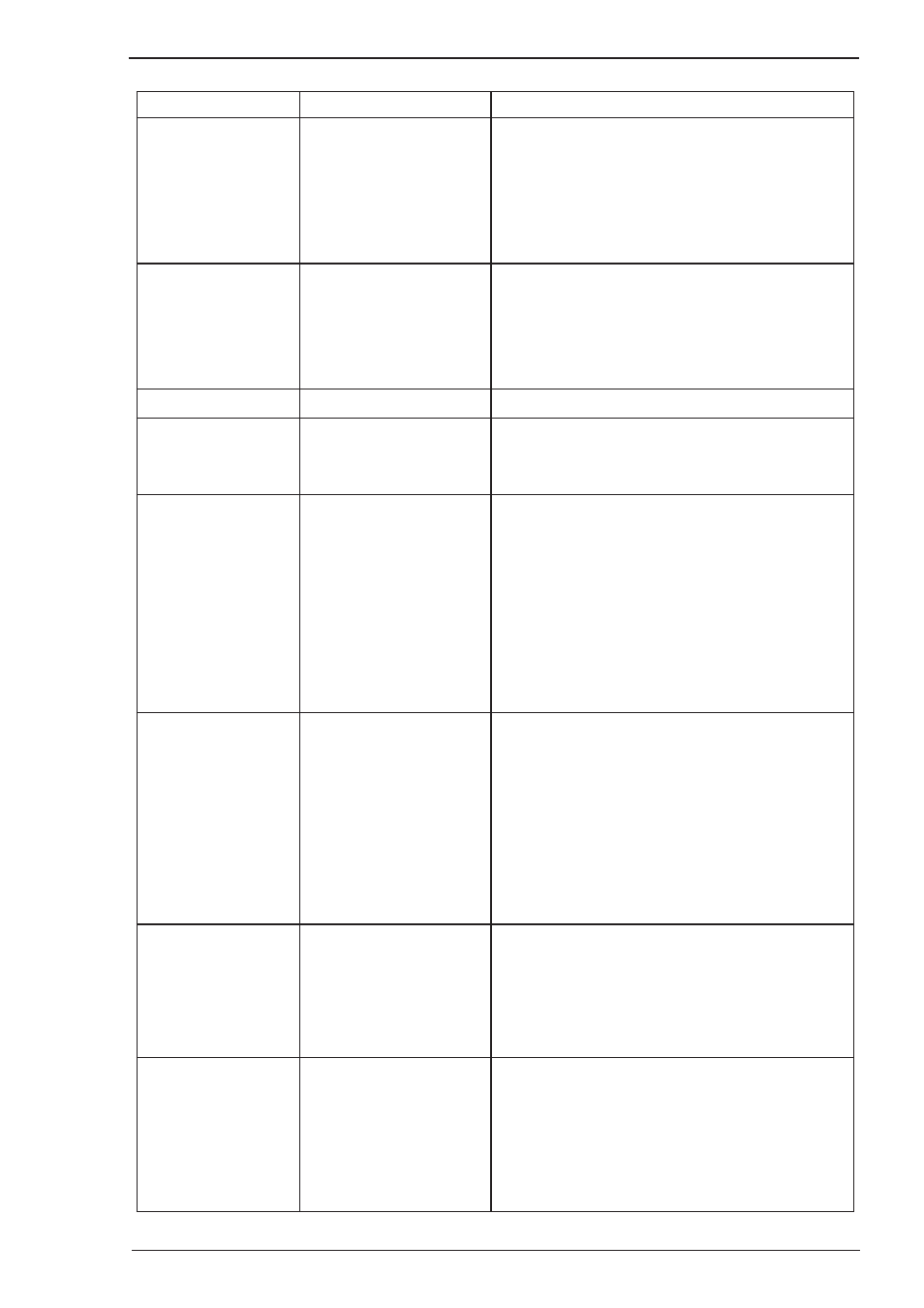
Basic GMAW (MIG) Welding Troubleshooting
FAULT
CAUSE
REMEDY
1 Undercut
A Welding arc voltage too
high.
A Decrease voltage or increase the wire feed speed.
B Incorrect torch angle
B Adjust angle.
C Excessive heat input
C Increase the torch travel speed and/or decrease
welding current by decreasing the voltage or
decreasing the wire feed speed.
2 Lack of penetration A Welding current too low A Increase welding current by increasing wire feed
speed and increasing voltage.
B Joint preparation too
narrow or gap too tight
B Increase joint angle or gap.
C Shielding gas incorrect C Change to a gas which gives higher penetration.
3 Lack of fusion
Voltage too low
Increase voltage.
4 Excessive spatter
A Voltage too high
A Decrease voltage or increase the wirespeed
control.
B Voltage too low
B Increase the voltage or decrease wirespeed.
5 Irregular weld shape A Incorrect voltage and
current settings. Con-
vex, voltage too low.
Concave, voltage too
high.
A Adjust voltage and current by adjusting the voltage
control and the wirespeed control.
B Wire is wandering.
B Replace contact tip.
C Incorrect shielding gas C Check shielding gas.
D Insufficient or excessive
heat input
D Adjust the wirespeed control or the voltage
control.
6 Weld cracking
A Weld beads too small
A Decrease travel speed
B Weld penetration narrow
and deep
B Reduce current and voltage and increase Mig torch
travel speed or select a lower penetration shielding
gas.
C Excessive weld stresses C Increase weld metal strength or revise design
D Excessive voltage
D Decrease voltage.
E Cooling rate too fast
E Slow the cooling rate by preheating part to be
welded or cool slowly.
7 Cold weld puddle
A Loose welding cable
connection.
A Check all welding cable connections.
B Low primary voltage
B Contact supply authority.
C Fault in power source
C Have an Accredited CIGWELD Service Provider to
test then replace the faulty component.
8 Arc does not have
a crisp sound that
short arc exhibits
when the wirefeed
speed and voltage
are adjusted cor-
rectly.
The MIG torch has been
connected to the wrong
voltage polarity on the
front panel.
Connect the MIG torch to the positive (+) welding
terminal for solid wires and gas shielded flux cored
wires. Refer to the electrode wire manufacturer for
the correct polarity.
Table4-4: GMAW (MIG) Welding Problems