Transmig 175i, Overhead weld – Tweco 175i Transtig User Manual
Page 41
TRANSMIG 175i
Manual 0-5143
4-3
BASIC WELDING GUIDE
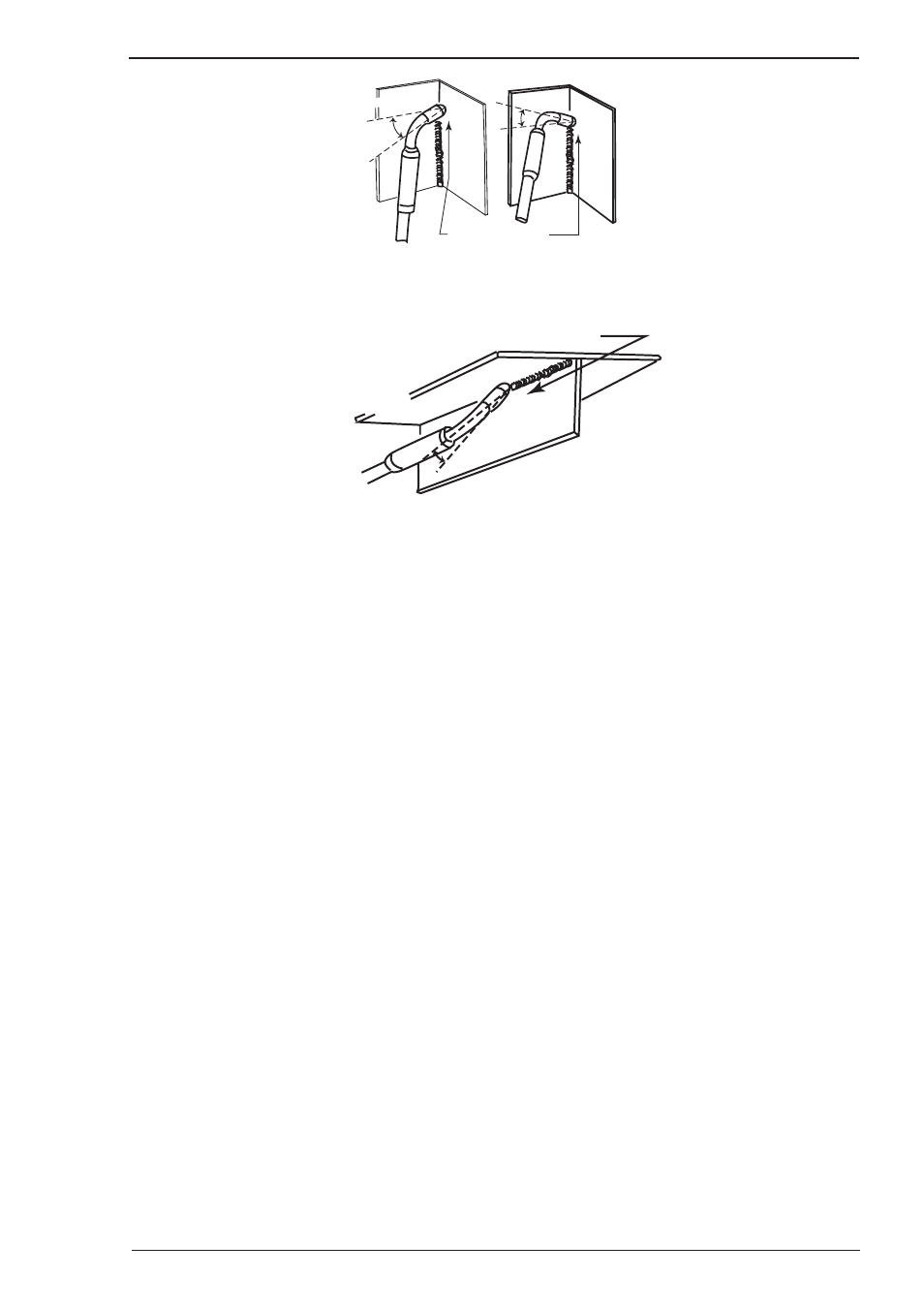
Vertical Fillet Welds
Art # A-08995
30° to 60°
Transverse
Angle
30° to 60°
Transverse
Angle
Direction of Travel
10°
Longitudinal Angle
10° to 20° Longitudinal
Angle
Figure 4-6
Overhead Weld
Art # A-08996
30° to 60°
Transverse Angle
Direction of Travel
5° to 15°
Longitudinal
Angle
Figure 4-7
Distance from the MIG Torch Nozzle to the Work Piece
The electrode wire stick out from the MIG Torch nozzle should be between 10mm to 20.0mm. This distance
may vary depending on the type of joint that is being welded.
Travel Speed
The speed at which the molten pool travels influences the width of the weld and penetration of the welding
run.
MIG Welding (GMAW) Variables
Most of the welding done by all processes is on carbon steel. The items below describe the welding variables
in short-arc welding of 24gauge (0.024”, 0.6mm) to ¼” (6.4mm) mild sheet or plate. The applied techniques
and end results in the GMAW process are controlled by these variables.
Preselected Variables
Preselected variables depend upon the type of material being welded, the thickness of the material, the welding
position, the deposition rate and the mechanical properties. These variables are:
• Type of electrode wire
• Size of electrode wire
• Type of gas (not applicable to self shielding wires FCAW)
• Gas flow rate (not applicable to self shielding wires FCAW)
Primary Adjustable Variables
These control the process after preselected variables have been found. They control the penetration, bead
width, bead height, arc stability, deposition rate and weld soundness. They are:
• Arc Voltage
• Welding current (wire feed speed)
• Travel speed