Transmig 175i – Tweco 175i Transtig User Manual
Page 42
TRANSMIG 175i
BASIC WELDING GUIDE
4-4
Manual 0-5143
Secondary Adjustable Variables
These variables cause changes in primary adjustable variables which in turn cause the desired change in the
bead formation. They are:
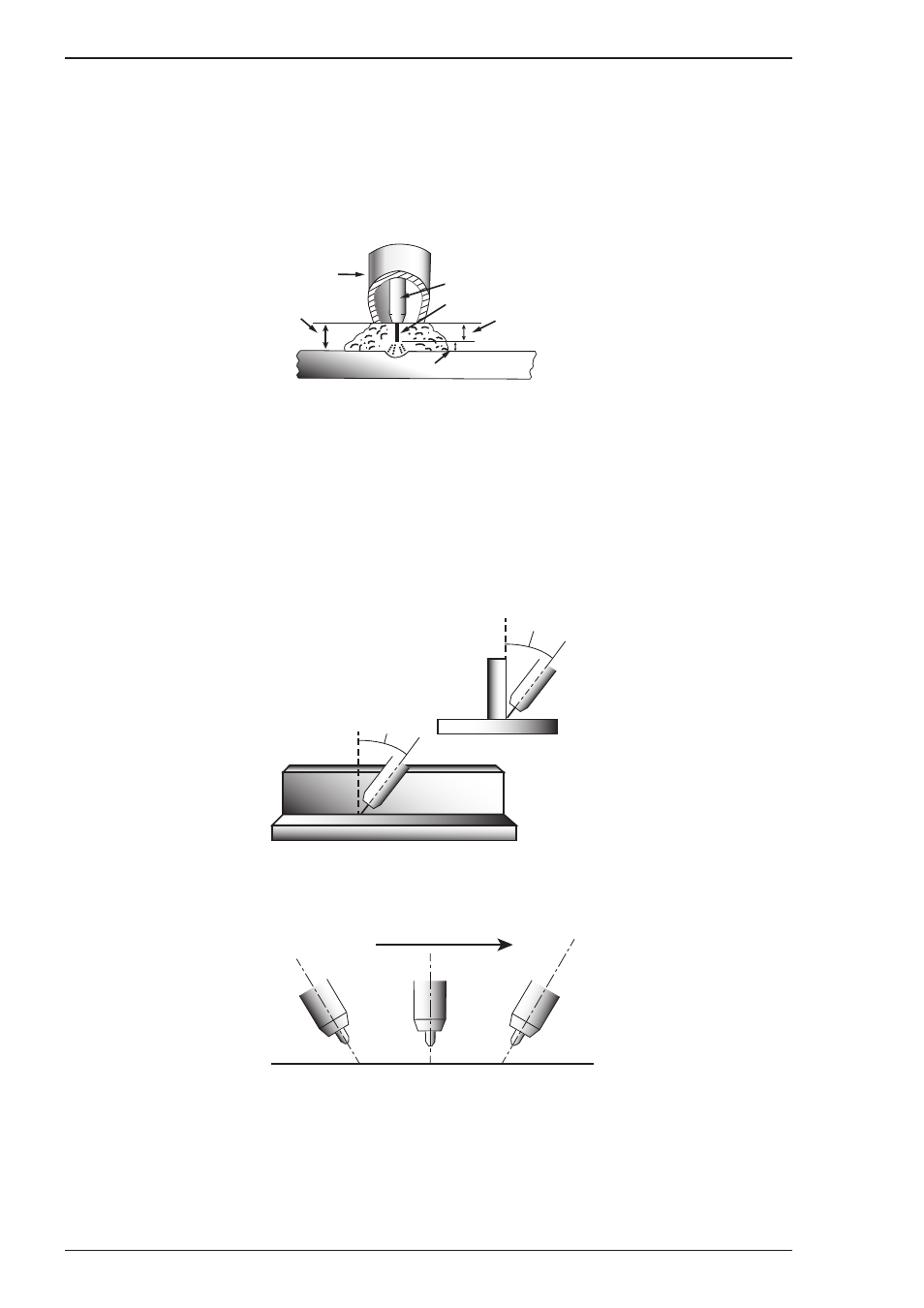
1. Stick-out (distance between the end of the contact tube (tip) and the end of the electrode wire). Maintain
at about 10mm stick-out
2. Wire Feed Speed. Increase in wire feed speed increases weld current, Decrease in wire feed speed
decreases weld current.
Art # A-08997_AD
Gas Nozzle
Electrode Wire
Average Arc Length
Electrode Stick-Out
Tip to
Work Distance
Actual Stick-out
Contact Tip (Tube)
Figure 4-8
3. Nozzle Angle. This refers to the position of the welding gun in relation to the joint. The transverse angle
is usually one half the included angle between plates forming the joint. The longitudinal angle is the
angle between the centre line of the welding gun and a line perpendicular to the axis of the weld. The
longitudinal angle is generally called the Nozzle Angle and can be either trailing (pulling) or leading
(pushing). Whether the operator is left handed or right handed has to be considered to realize the
effects of each angle in relation to the direction of travel.
Transverse and Longitudinal
Nozzle Axes
Art # A-08998_AB
Longitudinal
Angle
Axis of Weld
Transverse
Angle
Figure 4-9
Art # A-08999_AC
Nozzle Angle, Right Handed Operator
Direction of Gun Travel
Leading or “Pushing”
Angle
(Forward Pointing)
Trailing or “Pulling”
Angle
(Backward Pointing)
90°
Figure 4-10