Faceplate – Grizzly G0554 User Manual
Page 27
G0554 Gear-Head Floor Lathe
-25-
7. Make fine adjustments by slightly loosening
one jaw and tightening the opposing jaw until
the workpiece is precisely aligned.
8. Use a lower RPM when machining heavy
eccentric workpieces.
Figure 27. Properly held workpiece for offset
machining at low RPM.
4. Lock the tailstock quill when sufficient pres-
sure is applied to hold the workpiece in place.
Depending on the workpiece, some additional
support may be needed.
Faceplate
Use a minimum of three independent
clamping devices when turning eccentric
workpieces. Failure to provide adequate
clamping will cause workpiece to eject.
The faceplate can be used to turn non-cylindri-
cal parts or for off-center turning by clamping the
workpiece to the faceplate.
Installing the faceplate follows the same steps as
any of the lathe chucks. Install according to the
instructions for three-jaw chucks found on
Page
20.
To load a workpiece:
1. Support the workpiece.
2. Slide the tailstock to the workpiece.
3. Lock the tailstock and then turn the tailstock
quill so the dead center makes contact with
the centerpoint of your workpiece. For more
information refer to
Centers in this section on
Page 30.
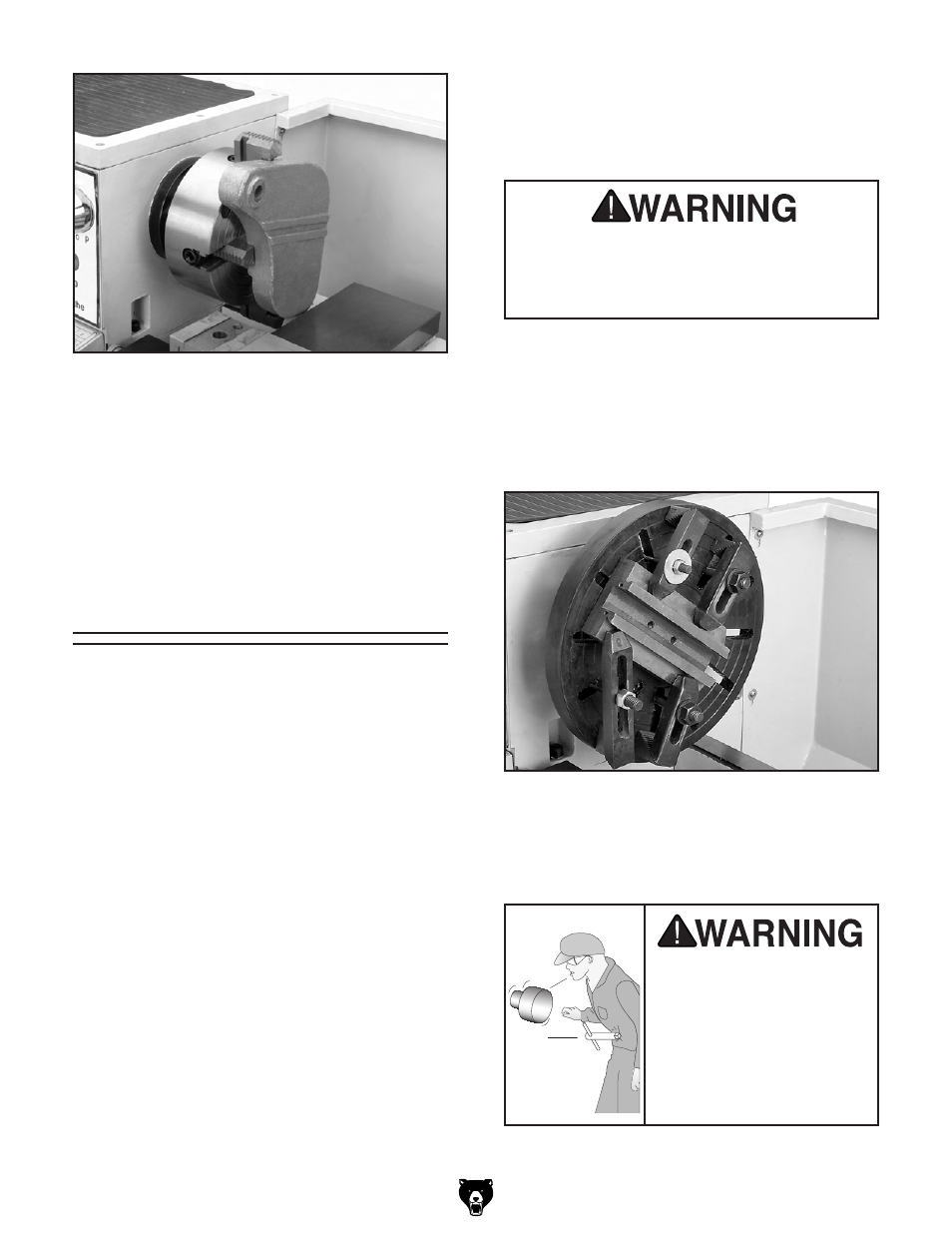
Figure 28. Faceplate with properly clamped
eccentric in four locations.
Securely clamp your
workpiece and remove
the chuck key! Thrown
objects from a lathe can
cause serious injury or
death to the operator and
to bystanders many feet
away.
6. Use a lower RPM when machining heavy
eccentric workpieces.
5. Secure the workpiece with a minimum of
three independent clamping devices (see
Figure 28). Take into account rotation and
the cutting forces applied to the workpiece
when clamping to the faceplate. Make sure
your clamping application will not fail!